
Dans le processus de fabrication des réfrigérateurs, la qualité du moussage du polyuréthane influe directement sur les performances d'isolation thermique et le niveau d'énergie du produit. Des problèmes tels qu'un moussage insuffisant, une structure de mousse irrégulière ou un remplissage inadéquat sont souvent dus à des erreurs de contrôle du processus ou à des paramètres d'équipement imprécis. Pour relever ce défi, la démarche d'optimisation décrite ci-après s'articule autour de quatre étapes clés : le mélange des matières premières, le positionnement du moule, les conditions de polymérisation et le suivi des paramètres essentiels.
1. Contrôle du mélange et du versement des matières premières : une pression stable est essentielle.
L'utilisation d'une machine à mousser à haute pression (pression de travail de 150 à 200 bars) permet d'obtenir un mélange au niveau moléculaire de l'isocyanate et du polyol, formant des bulles à structure plus fine et améliorant les performances d'isolation thermique (Source : Informations techniques Cannon Afros, 2023).
Lors du coulage, il est important de contrôler les fluctuations de pression à la sortie du pistolet. Il est recommandé de les maintenir à ±51 TP3T afin de garantir un moussage uniforme et d'éviter les défauts de qualité tels que le retrait (affaissement de la mousse) ou le décollement (stratification).
Pratique recommandée :
- Choisissez une presse haute pression dotée d'un système de compensation de pression dynamique ;
- Mettre en place une boucle de rétroaction de capteur de pression en temps réel ;
- Évitez la formation directe de mousse lors du démarrage à froid et assurez-vous que le matériau est préchauffé uniformément.
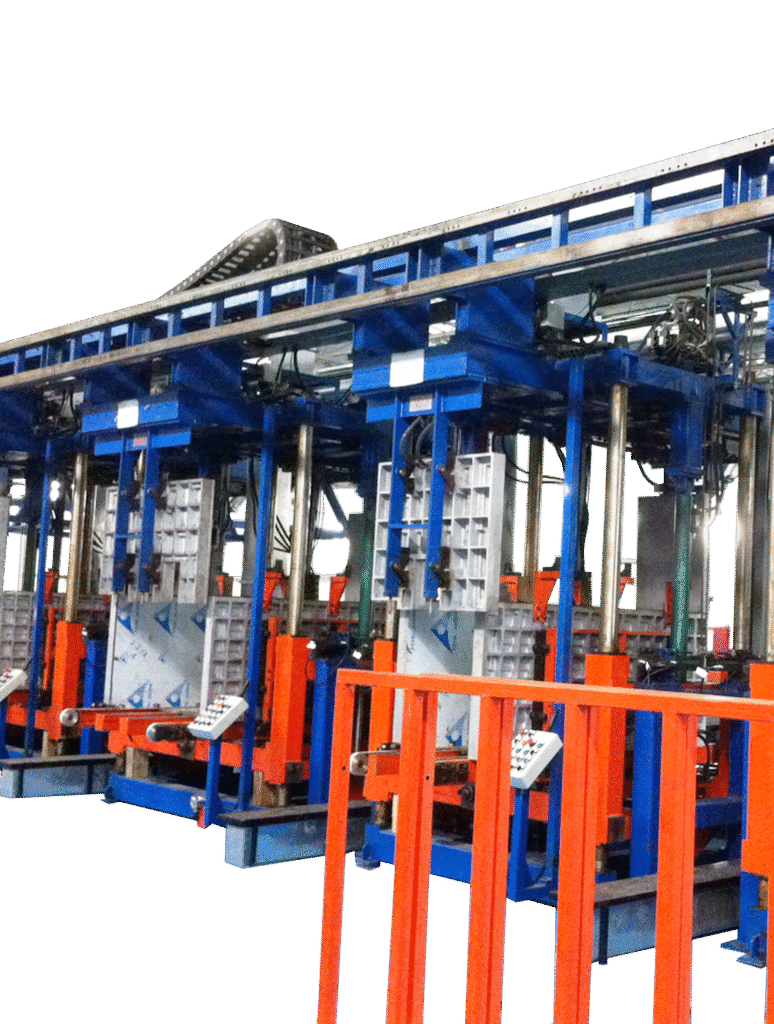
2. Précision du positionnement et du serrage du moule : réduire les erreurs humaines
Un léger défaut d'alignement lors de la fermeture du moule peut également entraîner des fuites de mousse ou un remplissage irrégulier. Le système de cadre de moule pneumatique permet une fermeture automatique du moule avec une précision de positionnement allant jusqu'à ±0,5 mm.
Certaines lignes de production avancées ont introduit des systèmes de reconnaissance de codes-barres, qui permettent aux moules de correspondre automatiquement aux paramètres du modèle de boîte, de réduire l'intervention des travailleurs et de réduire considérablement le taux de défauts (Source : Livre blanc Haier 2024 sur l'usine intelligente).
Configuration matérielle recommandée :
- Système de serrage pneumatique ;
- Système de contrôle d'identification automatique par code-barres ou RFID ;
- Dispositif de contrôle de la température du cadre du moule (préchauffage du moule pour améliorer l'adhérence de la mousse).
3. Optimisation des conditions de réaction de polymérisation : double contrôle de la température et du temps
Le durcissement de la mousse de polyuréthane est un processus de réaction exothermique, et un contrôle précis de la température et du temps est crucial pour la structure de la mousse.
Il est recommandé de stabiliser la température de polymérisation entre 100 et 120 °C et de contrôler la durée de polymérisation entre 5 et 8 minutes. Dans ces conditions, le volume de la mousse peut augmenter de 20 à 30 fois et remplir entièrement l'intercalaire du corps du réfrigérateur (source : Manuel technique PU Europe, 2022).
Après durcissement, un traitement de « rupture de bulles sous vide » doit être effectué pour éliminer les bulles résiduelles générées pendant le processus de réaction et améliorer la densité de la mousse.
4. Surveillance en temps réel des paramètres clés : garantie de la consistance de la mousse
Un dosage précis des matières premières est essentiel pour garantir une qualité de mousse stable. Actuellement, les équipements de pointe utilisent généralement des pompes doseuses à piston, qui offrent une grande précision et de faibles variations.
La plage de contrôle de la densité de moussage se situe généralement entre 30 et 60 kg/m³, et différents modèles de réfrigérateurs permettent d'ajuster ce rapport en fonction des exigences d'isolation. Le rapport isocyanate/polyol couramment utilisé est de 1:1 à 3:1 (Source : Manuel des matières premières Covestro, 2023).
Systèmes de surveillance recommandés :
- Dispositif de surveillance de la densité en ligne ;
- Système de correction automatique du ratio ;
- Analyse des enregistrements de la plateforme de données cloud.
Suggestions de résumé :
Si votre ligne de production de réfrigérateurs présente des problèmes tels que des défauts de moussage fréquents, un faible niveau d'efficacité énergétique et un taux élevé d'erreurs manuelles, il est recommandé de commencer par les instructions suivantes :
- Système de moussage haute pression amélioré avec contrôle dynamique de la pression ;
- Introduction de la reconnaissance des codes-barres et de la technologie de serrage automatique du cadre du moule ;
- Contrôler avec précision la température et la durée de durcissement afin d'optimiser le taux d'expansion de la mousse ;
- Adopter une pompe doseuse de haute précision et un système de surveillance de la densité en temps réel.
Grâce à la double action du perfectionnement des procédés et de la mise à niveau des équipements, le taux global de défauts de moussage peut être contrôlé en dessous de 2%, permettant d'obtenir des produits de réfrigération à haute isolation thermique et à haute homogénéité.
Pour toute solution de moussage polyuréthane sur mesure pour réfrigérateurs, nous proposons un service complet de sélection d'équipements et de configuration de processus. N'hésitez pas à nous contacter.