
В процессе производства холодильников качество пенополиуретана напрямую связано с теплоизоляционными свойствами и уровнем энергоэффективности изделия. Проблемы, такие как плохое вспенивание, неравномерная структура пены или недостаточное заполнение, часто вызваны упущениями в управлении процессом или параметрами оборудования. В ответ на эту проблему в данной работе систематически рассматривается путь оптимизации на четырех основных этапах: смешивание сырья, позиционирование пресс-формы, условия отверждения и мониторинг ключевых параметров.
1. Контроль смешивания и разлива сырья: стабильное давление – ключевой фактор.
Использование пенообразователя высокого давления (рабочее давление 150–200 бар) позволяет добиться смешивания изоцианата и полиола на молекулярном уровне, образования более мелкозернистых пузырьков и улучшения теплоизоляционных свойств (Источник: техническая информация Cannon Afros, 2023).
В процессе заливки важно контролировать колебания давления на наконечнике пистолета. Рекомендуется контролировать его в пределах ±5% для обеспечения равномерного вспенивания и предотвращения дефектов качества, таких как усадка (схлопывание пены) или расслоение (расслоение).
Рекомендуемая практика:
- Выберите пресс высокого давления с системой динамической компенсации давления;
- Настройте контур обратной связи датчика давления в реальном времени;
- Избегайте прямого вспенивания во время холодного запуска и обеспечьте равномерный предварительный нагрев материала.
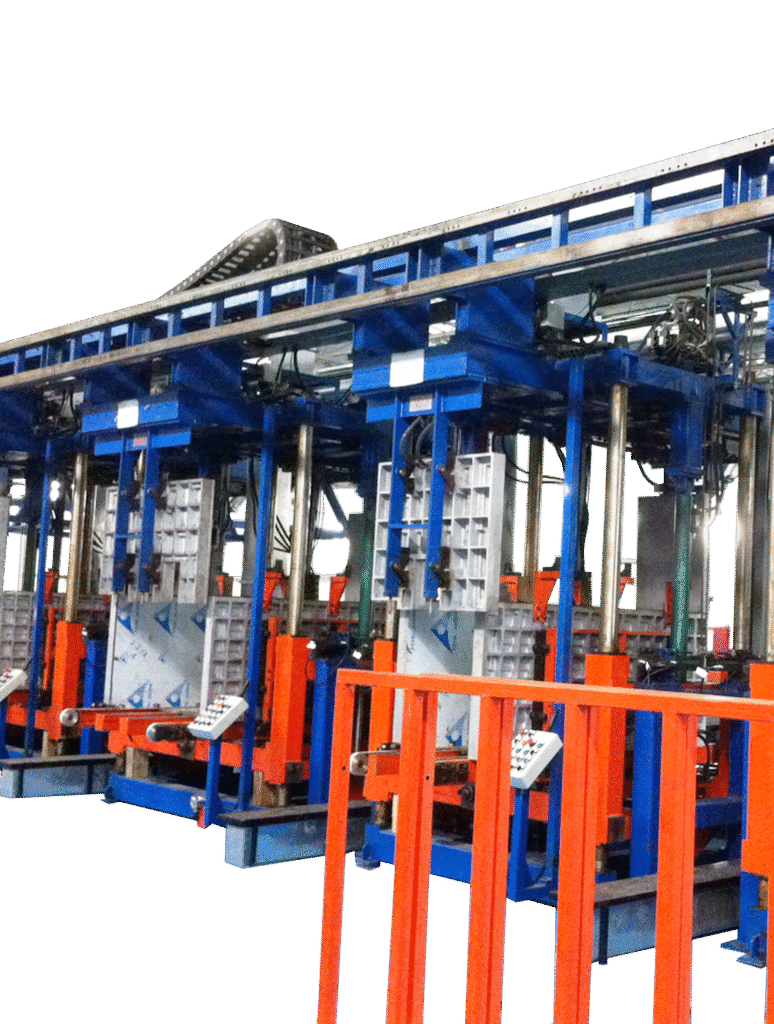
2. Точность позиционирования и зажима пресс-формы: снижение количества человеческих ошибок.
Незначительное смещение во время закрытия пресс-формы также может привести к утечке пены или отклонению заполнения. Пневматическая система крепления пресс-формы позволяет осуществлять автоматическое закрытие пресс-формы с точностью позиционирования до ±0,5 мм.
На некоторых передовых производственных линиях внедрены системы распознавания штрих-кодов, которые позволяют пресс-формам автоматически соответствовать параметрам модели коробки, сокращая вмешательство рабочих и значительно снижая процент брака (Источник: Белая книга Haier «Умная фабрика 2024»).
Рекомендуемая конфигурация оборудования:
- Пневматическая зажимная система;
- Система автоматического контроля идентификации по штрих-коду или RFID;
- Устройство для контроля температуры пресс-формы (предварительный нагрев пресс-формы для улучшения адгезии пены).
3. Оптимизация условий реакции отверждения: двойной контроль температуры и времени.
Процесс отверждения полиуретановой пены является экзотермической реакцией, и точный контроль температуры и времени имеет решающее значение для структуры пены.
Рекомендуется стабилизировать температуру отверждения в диапазоне 100-120°C и контролировать время отверждения в пределах 5-8 минут. В этом диапазоне объем пены может увеличиться в 20-30 раз и полностью заполнить межслойное пространство корпуса холодильника (источник данных: Техническое руководство PU Europe, 2022).
После отвердевания следует провести обработку методом «вакуумного разрушения пузырьков» для удаления остаточных пузырьков, образовавшихся в процессе реакции, и повышения плотности пены.
4. Мониторинг ключевых параметров в режиме реального времени: обеспечение однородности пены.
Точное дозирование сырья является основой для стабильного качества пены. В настоящее время в современном оборудовании, как правило, используются плунжерные дозирующие насосы, отличающиеся высокой точностью и малыми колебаниями.
Диапазон регулирования плотности вспенивания обычно составляет от 30 до 60 кг/м³, и различные модели холодильников позволяют регулировать это соотношение в зависимости от требований к теплоизоляции. Наиболее распространенное соотношение сырья: изоцианат:полиол = от 1:1 до 3:1 (Источник: Справочник по сырьевым материалам Covestro, 2023).
Рекомендуемые системы мониторинга:
- Устройство для онлайн-мониторинга плотности;
- Автоматическая система коррекции соотношения;
- Анализ записей на платформе облачных данных.
Предложения по краткому изложению:
Если на вашей линии по производству холодильников наблюдаются такие проблемы, как частые дефекты, связанные с пенообразованием, низкий уровень энергоэффективности и высокая частота ошибок, связанных с ручным трудом, рекомендуется начать с следующих направлений:
- Усовершенствованная система пенообразования высокого давления с динамическим регулированием давления;
- Внедрена технология распознавания штрих-кодов и автоматического зажима рамы пресс-формы;
- Точное регулирование температуры и времени отверждения для оптимизации коэффициента расширения при пенообразовании;
- Внедрить высокоточный дозирующий насос и систему мониторинга плотности в режиме реального времени.
Благодаря усовершенствованию технологического процесса и модернизации оборудования, общий процент дефектов пенообразования можно контролировать на уровне ниже 2%, что обеспечивает высокую теплоизоляцию и высокую стабильность хладагентов.
Если вам требуется индивидуальное решение по вспениванию полиуретана для холодильников, мы можем предоставить полный комплекс услуг по подбору оборудования и настройке технологического процесса. Приглашаем к консультации.