
En el proceso de fabricación de refrigeradores, la calidad de la espuma de poliuretano está directamente relacionada con el rendimiento del aislamiento térmico y el nivel de energía del producto. Cuando surgen problemas como una espuma deficiente, una estructura irregular o un llenado insuficiente, suelen deberse a fallos en el control del proceso o en los parámetros del equipo. Para abordar este desafío, a continuación se describe sistemáticamente la ruta de optimización a partir de los cuatro eslabones principales: mezcla de materias primas, posicionamiento del molde, condiciones de curado y monitorización de parámetros clave.
1. Control de la mezcla y vertido de la materia prima: la presión estable es clave.
El uso de una máquina de espumado de alta presión (presión de trabajo de 150 a 200 bar) permite lograr una mezcla a nivel molecular de isocianato y poliol, formando burbujas con una estructura más fina y mejorando el rendimiento del aislamiento térmico (Fuente: Información técnica de Cannon Afros, 2023).
Durante el proceso de vertido, es importante controlar la fluctuación de presión de la boquilla de la pistola. Se recomienda mantenerla dentro de ±5% para asegurar una formación uniforme de la espuma y evitar defectos de calidad como la contracción (colapso de la espuma) o la delaminación (estratificación).
Práctica recomendada:
- Elija una prensa de alta presión con un sistema de compensación de presión dinámica;
- Configurar un sistema de retroalimentación en tiempo real para el sensor de presión;
- Evite la formación directa de espuma durante el arranque en frío y asegúrese de que el material se precaliente de manera uniforme.
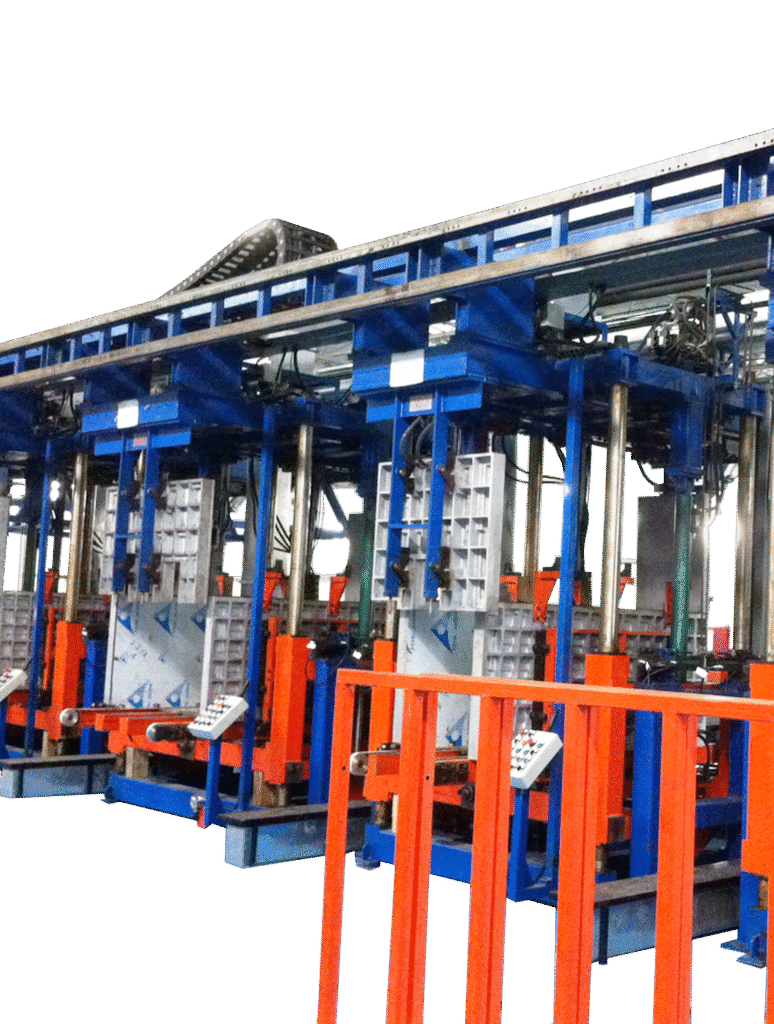
2. Precisión en el posicionamiento y sujeción del molde: reduce los errores humanos.
Una ligera desalineación durante el cierre del molde puede provocar fugas de espuma o desviaciones en el llenado. El sistema neumático de marco de molde permite el cierre automático del molde con una precisión de posicionamiento de hasta ±0,5 mm.
Algunas líneas de producción avanzadas han introducido sistemas de reconocimiento de códigos de barras, que permiten que los moldes coincidan automáticamente con los parámetros del modelo de la caja, reducen la intervención de los trabajadores y disminuyen significativamente la tasa de defectos (Fuente: Libro Blanco de Haier 2024 sobre la Fábrica Inteligente).
Configuración de equipo recomendada:
- Sistema de sujeción neumática;
- Sistema de control de identificación automática mediante código de barras o RFID;
- Dispositivo de control de temperatura del marco del molde (precalentamiento del molde para mejorar la adhesión de la espuma).
3. Optimización de las condiciones de reacción de curado: control dual de temperatura y tiempo.
El curado de la espuma de poliuretano es un proceso de reacción exotérmica, y el control preciso de la temperatura y el tiempo es crucial para la estructura de la espuma.
Se recomienda estabilizar la temperatura de curado entre 100 y 120 °C y controlar el tiempo de curado entre 5 y 8 minutos. Dentro de este rango, el volumen de la espuma puede expandirse entre 20 y 30 veces y llenar completamente la capa intermedia del cuerpo del refrigerador (fuente de datos: Manual Técnico de PU Europe, 2022).
Tras el curado, se debe realizar un tratamiento de "ruptura de burbujas al vacío" para eliminar las burbujas residuales generadas durante el proceso de reacción y mejorar la densidad de la espuma.
4. Monitorización en tiempo real de los parámetros clave: garantizando la consistencia de la espuma.
La dosificación precisa de la materia prima es fundamental para una calidad de espuma estable. Actualmente, los equipos avanzados suelen utilizar bombas dosificadoras de émbolo, que ofrecen alta precisión y mínimas fluctuaciones.
El rango de control de la densidad de espuma suele estar entre 30 y 60 kg/m³, y los diferentes modelos de refrigeradores pueden ajustar la proporción según los requisitos de aislamiento. La proporción de materia prima comúnmente utilizada es isocianato:poliol = 1:1 a 3:1 (Fuente: Manual de Materias Primas de Covestro, 2023).
Sistemas de monitorización recomendados:
- Dispositivo de monitorización de densidad en línea;
- Sistema de corrección automática de la relación;
- Análisis de registros de la plataforma de datos en la nube.
Sugerencias resumidas:
Si su línea de producción de refrigeradores tiene problemas como defectos frecuentes de formación de espuma, bajo nivel de eficiencia energética y altos errores manuales, se recomienda comenzar por las siguientes indicaciones:
- Sistema de espumado de alta presión mejorado con control dinámico de presión;
- Se ha introducido la tecnología de reconocimiento de códigos de barras y de sujeción automática del marco del molde;
- Controlar con precisión la temperatura y el tiempo de curado para optimizar la relación de expansión de la espuma;
- Adoptar una bomba dosificadora de alta precisión y un sistema de monitorización de densidad en tiempo real.
Mediante la optimización de procesos y la mejora de equipos, se puede controlar la tasa general de defectos de espumado por debajo de 2%, logrando así productos de refrigeración con alto aislamiento térmico y gran consistencia.
Si necesita una solución de espumado de poliuretano a medida para refrigeradores, podemos ofrecerle un servicio completo de selección de equipos y configuración de procesos. No dude en consultarnos.