Mold Fixture for Refrigerator (Mold Jig / Mold Carrier) — CE / ISO 9001-certified production lines by UREXCEED. Lead time 60 – 90 days, MOQ 1 set.
Mold Fixture for Refrigerator (Mold Jig / Mold Carrier)
Modular mould fixture that holds, heats, aligns and clamps refrigerator mould sets during PU injection and curing. 4-cylinder lifting drive, 5-ton adjustable clamping, 30–70°C platen control, red-copper water pipes. Compatible with all 6 refrigerator mould models.
Engineering reply within 24 hours
Quote + spec sheet + tailored sizing recommendation. WhatsApp answered 9 am–6 pm Beijing time.
Specyfikacja techniczna
- Function
- Mold jig / mold carrier — holds, heats, aligns and clamps mould sets during PU injection and curing
- Structural Composition
- Top frame + guide column frame + moving frame + lifting drive device
- Material of Mold Core
- Cast Aluminium 105 alloy
- Material of Supporting Frames
- Q235 + Q45 steel profiles, stress-relieved + precision-machined
- Lifting Drive
- Electric motor or pneumatic system (4 lifting cylinders, cross-mounted)
- Temperature Control
- 30 – 70°C ± 2°C heated platen
- Clamping Force
- Adjustable up to 5 tons (per cabinet geometry)
- Water Pipe in Mold
- Red copper (anti-corrosion, high thermal conductivity)
- Mold Locking
- Side mold locking wheel + pneumatic mold locking device + locating pin
- Motion Profile
- Rapid up/down + slow mold-closing for vibration-free clamping
- Compatible Mould Range
- Works with all 6 catalog §03 refrigerator moulds
- Footprint
- ~6 – 12 m² depending on mould envelope
- Lead Time
- 60 – 90 days
- MOQ
- 1 set
Zastosowania
- Chest freezer foaming line (compatible with Mold for Horizontal Freezer)
- Cake / dessert cabinet foaming line
- Refrigerated workbench (chef base) foaming line
- Supermarket island freezer foaming line
- Upright kitchen refrigerator foaming line
- Glass-door display cabinet foaming line
- Multi-station rotary or linear PU foaming line integration
- Refurbishment / retrofit of existing manual foaming stations
What the mold fixture actually does — and why your foaming line falls apart without it
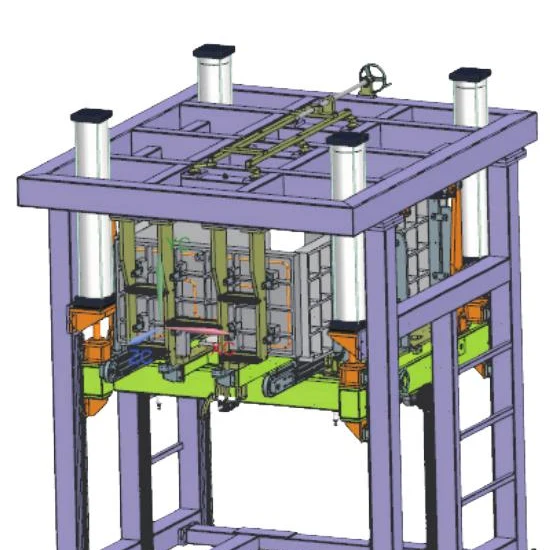
A mould fixture (or mould jig, or mould carrier) is the boring-looking purple steel structure behind every refrigerator factory's foaming station. It does four jobs that the mould itself can't.
Hold mould against pressure
Holds the mould halves together against the ~1 ton of internal pressure that PU foaming generates. Without enough clamping, the mould bulges and your cabinet wall thickness drifts cycle-to-cycle.
Heat the platen
Heats the platen to 30–70°C with PID ±2°C stability. The mould needs uniform working temperature for foam to cure evenly. Room-temperature foaming gives you a fine outer surface and an under-cured core.
Align each cycle
Aligns the mould halves to ±0.1 mm each cycle via locating pins and side-locking wheels. If alignment drifts, you get foam squeeze-out at the parting line — every cabinet needs trimming after demould.
Open / close motion
Opens and closes between cycles with a rapid-travel + slow-close motion profile. Slamming aluminium moulds shut cracks the cavity edges; uniform clamping shuts smoothly.
The four sub-systems inside the fixture
Engineered as four independent sub-systems that work together. Each one can be serviced or upgraded without touching the others — which matters over a 15-year fixture lifetime.
Top fixture frame
Top fixture frame — holds the upper mould half, the front baffle and rear baffle (cabinet positioners), the side mold locking wheel, the pneumatic mold locking device and the locating pin. This is the part that needs the most fine-tuning during commissioning.
Guide column frame
Guide column frame — four hardened steel columns that the moving frame rides on. Linear bushings on each column, designed for 100,000+ cycles between maintenance. Column straightness is what determines mould alignment precision.
Moving frame & drive system
Moving frame & drive system — welded from steel profiles, stress-relieved, precision-machined. It carries the bottom mould half and connects to the lifting cylinders via cross-mounted pivot joints (which decouple lifting force from guide system, eliminating crawling/vibration).
Lifting drive unit
Lifting drive unit — top-mounted, four hydraulic or pneumatic cylinders. Two-speed motion: rapid up/down for transport, slow speed during mould closing/opening to prevent shock. Standard travel 800–1,200 mm depending on mould height.
Four key components — close-up
The fixture is one machine, but four sub-systems determine its precision and life. Below are the real component shots — what you actually receive on the production floor when you order an UREXCEED refrigerator mould fixture.
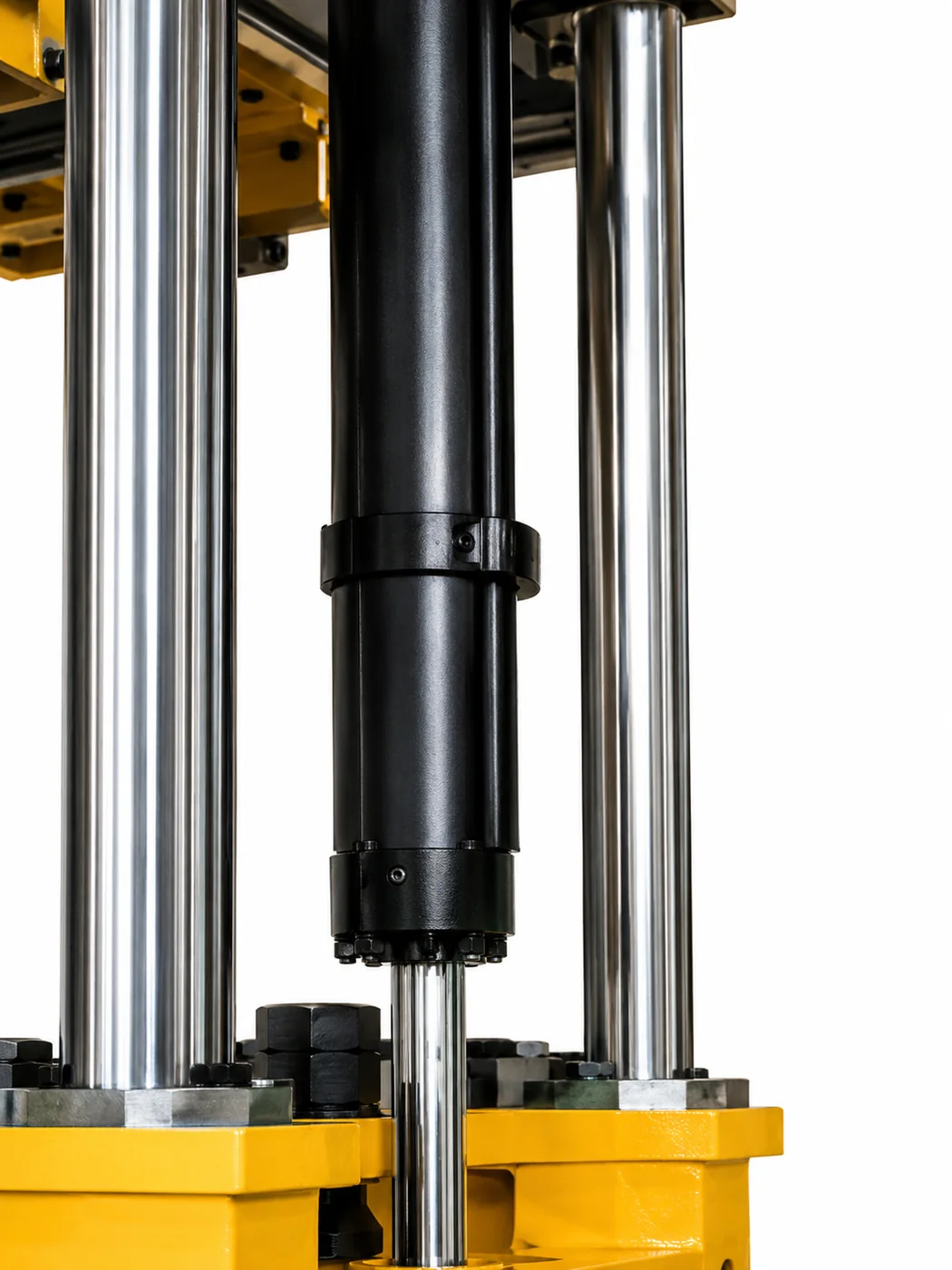
Hydraulic clamping cylinder
4-post hydraulic frame with center clamping ram — 50–80 ton clamping force per fixture, ±0.5 mm parallelism over fixture life.

Mould plate locked in steel frame
Aluminium mould plate locked into the yellow Q345 steel fixture during PU foaming — A7075 / ZL105 mould face, hardened guide columns.
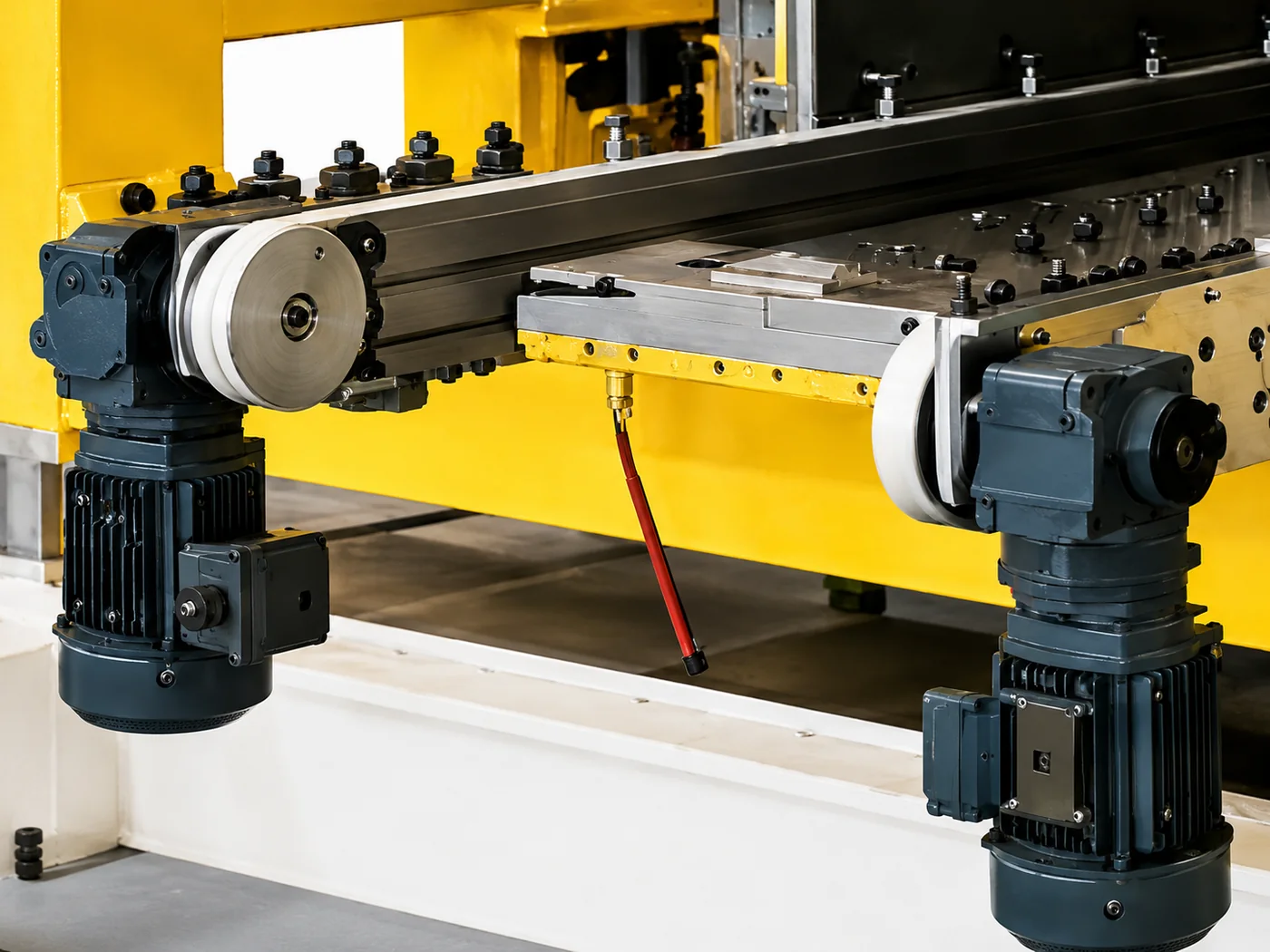
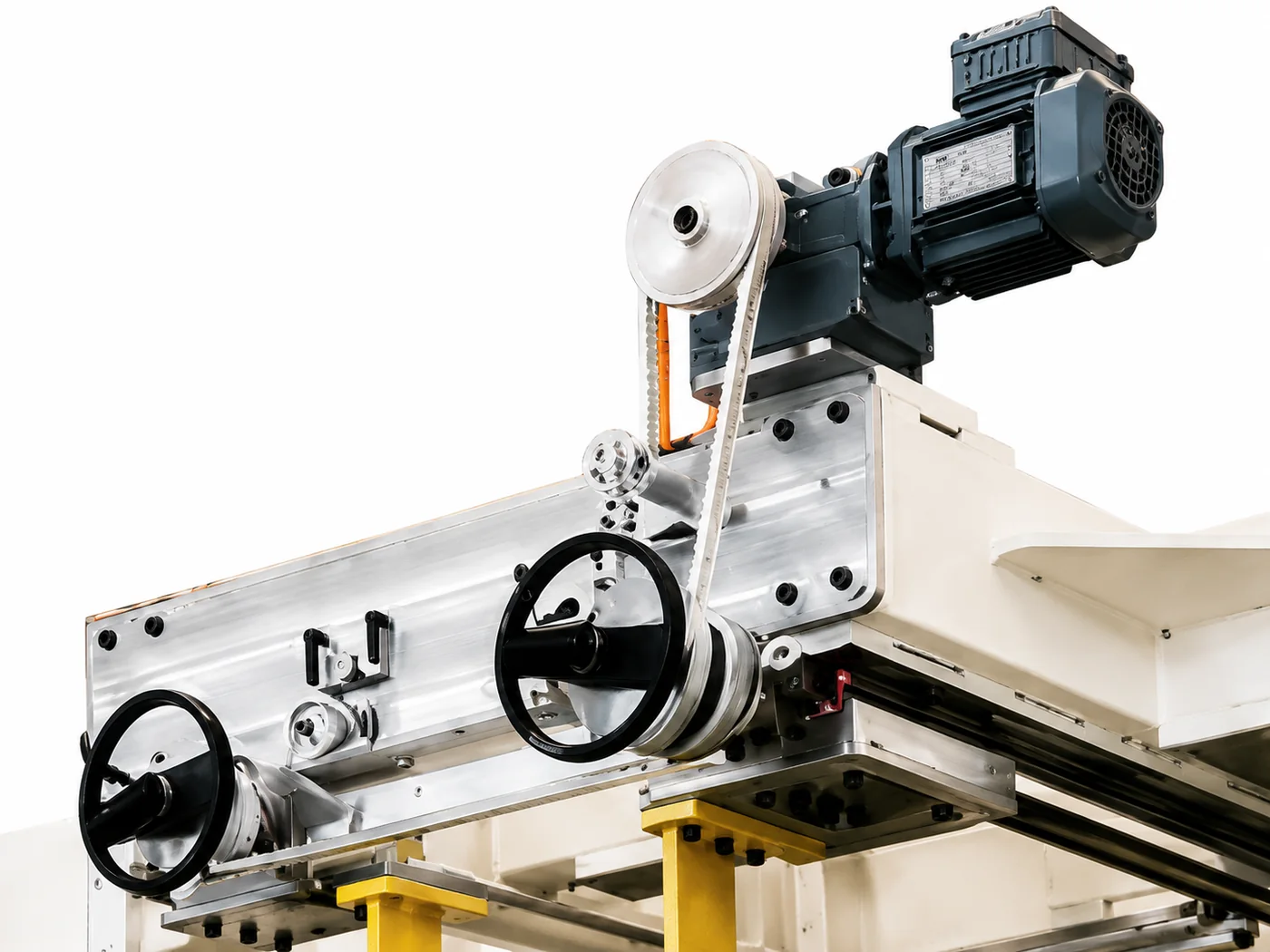
Transport mechanism + drive
Chain or rail drive with twin SEW-grade geared motors — moves the fixture in / out of the foaming station with PLC-synchronised positioning.
Precision adjustment wheels
Manual hand wheels for mould micro-positioning — ±0.1 mm increments for cabinet variant changeover (typical changeover under 15 minutes).
The same four sub-systems appear in our linear / rotary production lines too — but at line scale (multiple fixtures sharing one transport mechanism). The single fixture page focuses on what makes one fixture work. For multi-fixture line architecture, see the production lines catalog.
Electric servo drive vs pneumatic cylinder — which to pick
Two ways to drive the lifting motion. They have different trade-offs and different right-fit factories.
| Aspect | Electric (servo) | Pneumatic (4-cylinder) |
|---|---|---|
| Capex | +15% | baseline |
| Cycle time | 5–8 sec lift | 3–5 sec lift |
| Noise level | Quiet (~60 dB) | Loud (~80 dB) |
| Infrastructure | Just electricity | Compressed air at 6–8 bar |
| Maintenance | Quarterly motor checks | Monthly seal replacement, more wear |
| Best fit | Medical / pharmaceutical / clean factories, low-noise zones | High-volume mainstream refrigerator factories with workshop air |
Most of our customers pick pneumatic. Electric becomes the right call when noise regulations are strict, when the factory has no reliable compressed air supply, or when the application requires very precise positioning (rare for refrigerator foaming).
Heated platen and water/oil circulation — how the temperature control works
The fixture's heated platen does the same job as a hot plate — but it has to do it across a 2 m² surface with ±2°C uniformity. Here's the engineering inside.
Heat source
Heat source: external water heater or thermal oil heater (your choice; water for 30–70°C range, oil if you ever need above 70°C). Capacity sized to your mould — 24 kW typical for a 2.5 m island freezer fixture.
Distribution
Distribution: serpentine channels milled into the top fixture frame, 10–15 mm below the platen surface, spaced for even coverage. Water pipes inside the mould itself are red copper for thermal conductivity.
Control
Control: single-loop PID controller with a thermocouple at the platen center. Setpoint range 30–70°C, stability ±2°C measured at 9 sample points across the platen. Ramp from cold start to 50°C takes 25 min.
Standby mode
Standby mode: most factories leave the fixture in 30°C standby overnight to save the morning ramp. Total energy for standby is ~20% of working consumption.
Retrofitting an existing manual foaming station
About 30% of our fixture orders are retrofits — replacing an old manual / semi-auto fixture with our automated one while keeping the foaming machine and moulds in place. Here's how that works.
- 1
Technical visit (3 days, USD 1.5K survey fee, refundable against order). Engineer maps your existing layout, ceiling height, foundation, electrical and air supply.
- 2
Design freeze (1 week). We confirm the new fixture footprint, mounting plates that fit your existing moulds, and any civil works needed.
- 3
Fixture fabrication (60–90 days, same as new-build).
- 4
On-site swap (1–2 weeks). Remove old fixture, install foundation upgrades if needed, install new fixture, integrate with existing foaming machine.
- 5
Commissioning (5–7 days). First-mould setup, calibration, 50 trial cabinets, operator training.
-
Outcome: Outcome: throughput typically goes up 40–60% on the same cabinet line. Foam quality consistency (wall thickness variance) tightens from ±2 mm to ±0.5 mm. Operator headcount per fixture drops from 2–3 to 1.
What pairs with the fixture, and what service we provide
A fixture sits at the intersection of moulds, foaming machine, and PU recipe. Here's how it integrates and what we cover on the service side.
Mould compatibility
Mounting-compatible with all six refrigerator mould models in catalog §03. For non-UREXCEED moulds, we fabricate adapter plates from your mould drawings in 7–10 days.
Foaming machine interface
The fixture interfaces with the PU injection gate from any of our §05 PU foaming machines. Other-brand machines (Cannon, Hennecke, Krauss-Maffei) integrate with standard ISO connection fittings.
Linear / rotary line integration
For high-volume factories, the fixture can be ganged in a linear (5–8 fixtures in a row) or rotary (4–8 fixtures on a turntable) PU production line. See catalog §06.
Warranty
Standard 24-month warranty on frame and lifting drive, 12-month on the heated platen and seals. Wear parts (cylinder seals, locating pin bushings, heater elements) covered as ongoing spares.
Spare parts depots
We stock all critical spares in Shanghai (main), Istanbul (covers EU / Russia / MENA), Dammam (GCC + East Africa). Critical parts ship in 2–5 days.
Powiązane produkty

4-Station Hydraulic Air-Curtain Cabinet Foaming Fixture
4-station hydraulic foaming fixture for air-curtain refrigerated display cabinets (open-front merchandisers up to 4 × 1.8 × 0.55 m). Top/bottom flat-pressing clamp, water heating, 50 kW, 80–200 cabinets/shift.
Discontinuous Cold Room Panel Production Line — 1.2 m × 3/6/9/12/18 m PU Sandwich Panels
Discontinuous (intermittent press) PU sandwich panel line for steel / PU / steel cold-room panels. Panel width 1.2 m (industry standard). Five standard lengths: 3 / 6 / 9 / 12 / 18 m. Daily output 200–500 m²/shift per press. EN 14509 / ASTM E72 compliant. Best fit for factory owners building a new modular-cold-room or commercial cold-storage panel plant — not for high-volume continuous-belt operations.

26-Station Ground-Rail PU Foaming Line for Refrigerator Doors — Closed-Loop Track Layout
Closed-loop ground-rail PU foaming line dedicated to refrigerator and cabinet DOOR foaming. 26 fixture stations on a continuous steel track, 20-sec cycle, 3,000–6,000 doors per shift. 2,000 × 900 mm fixture × 200 mm closing height — sized for door panels. Cyclopentane + ATEX Zone 1, steam or oil heating.
Cross-Sell · One-Partner Synergy
Match Your Production Line With Factory Solutions
Pick the factory type that matches your buyer market — we engineer the complete production line for that vertical.

Browse 13 Factory Solutions
Refrigerator / Chef Base / Freezer / Display Cabinet / Commercial Freezer + 8 specialized markets.
Learn more
PU Foaming Machines
High-pressure (cyclopentane / 2C / 3C) + low-pressure + spray-foam — pick the foaming line that matches your factory.
Learn more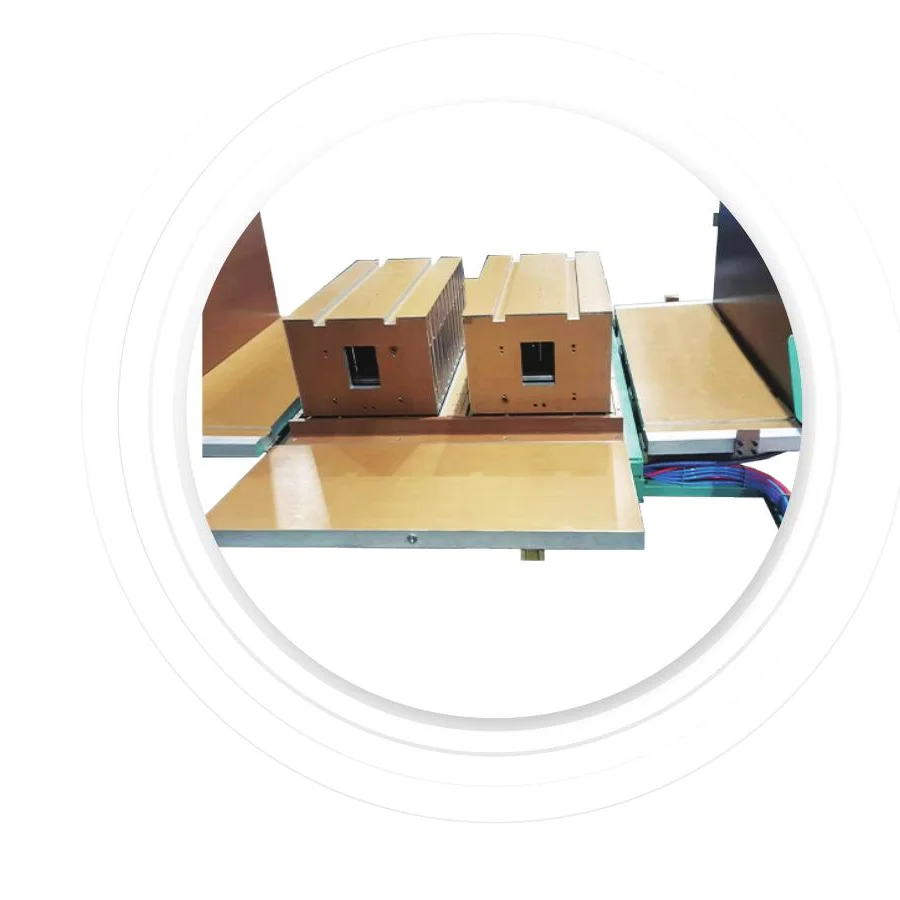
Refrigerator-Grade Moulds
Vacuum-forming + foaming moulds engineered to your cabinet/door geometry. Custom mould design service available.
Learn moreService & Support
Warranty & Service
On-site intervention available in every region where we have delivered projects.
On-Site Installation
Our engineers fly to your factory to supervise installation, layout verification, and first-run production.
Commissioning + Tuning
Trial run + parameter tuning to your local raw material, climate, and target product spec — until throughput meets contract.
Operator Training
5-10 day on-site training for production team, QC, and maintenance — bilingual manuals + video tutorials provided.
3-Year Warranty + Spares
Core equipment 3-year warranty, electrical 2-year. Spare parts in stock with global express shipment 24h dispatch.
Często zadawane pytania
What exactly is a mold fixture, and do I actually need one?
How does this fixture compare to a generic press or my homemade jig?
Will it work with moulds I bought from a different supplier?
Electric drive or pneumatic — which one should I pick?
How does the temperature control work, and how stable is it?
How many cabinets per shift can one fixture handle?
What's the lead time and what does on-site setup look like?
Can you retrofit my existing manual foaming station to use this fixture?
Potrzebujesz kompleksowego rozwiązania chłodniczego?
UREXCEED integruje formy, maszyny do pianki, linie produkcyjne i materiały z 6 fabryk partnerskich. Podaj cel kapacytetowy, w 24h przedstawimy konfigurację i wycenę.