Mold for Upright Kitchen Refrigerator — ISO 9001 / CE-certified قوالب معدات التبريد by UREXCEED. Lead time 50 – 85 days, MOQ 1 set.
Mold for Upright Kitchen Refrigerator
Refrigerator mould (mold) for upright kitchen refrigerator cabinets — cast aluminium PU foaming mould for commercial 2-door / 4-door / 6-door upright stainless kitchen refrigerators. Up to 1,900 × 900 × 2,000 mm. Designed for energy-efficient deep cavities and long mould life.
Engineering reply within 24 hours
Quote + spec sheet + tailored sizing recommendation. WhatsApp answered 9 am–6 pm Beijing time.
المواصفات
- Target Product
- Upright kitchen refrigerator (commercial 2-door / 4-door / 6-door stainless)
- Cabinet Size Capacity
- Up to 1,900 × 900 × 2,000 mm
- Mould Material
- Cast aluminium alloy ZL105 / LY12
- Mould Working Temperature
- 40 – 60°C
- Curing Time
- 6 – 20 min (adjustable)
- Foaming Medium
- POL mixed with HCFC-141b / cyclopentane / HFC-245fa + ISO
- Cabinet Variants
- 2-door / 4-door / 6-door upright (single or dual temperature)
- Liner Profile Support
- Deep cavity for energy-efficient liner thickness
- Cavity Precision
- ±0.05 mm
- Cooling Channels
- Integrated water-cooled circuits, top-and-bottom zone control
- Mounting
- Refrigerator mold fixture compatible
- Lead Time
- 50 – 85 days
- MOQ
- 1 set
التطبيقات


- Commercial 2-door upright refrigerator (catering market)
- Commercial 4-door upright refrigerator (restaurants, hotels)
- Commercial 6-door upright refrigerator (central kitchens)
- Dual-temperature upright (refrigerator + freezer combo)
- Stainless steel kitchen vertical freezer
- Bakery walk-up upright refrigerator
- School / hospital cafeteria upright refrigerator
- Convenience store back-room upright refrigerator
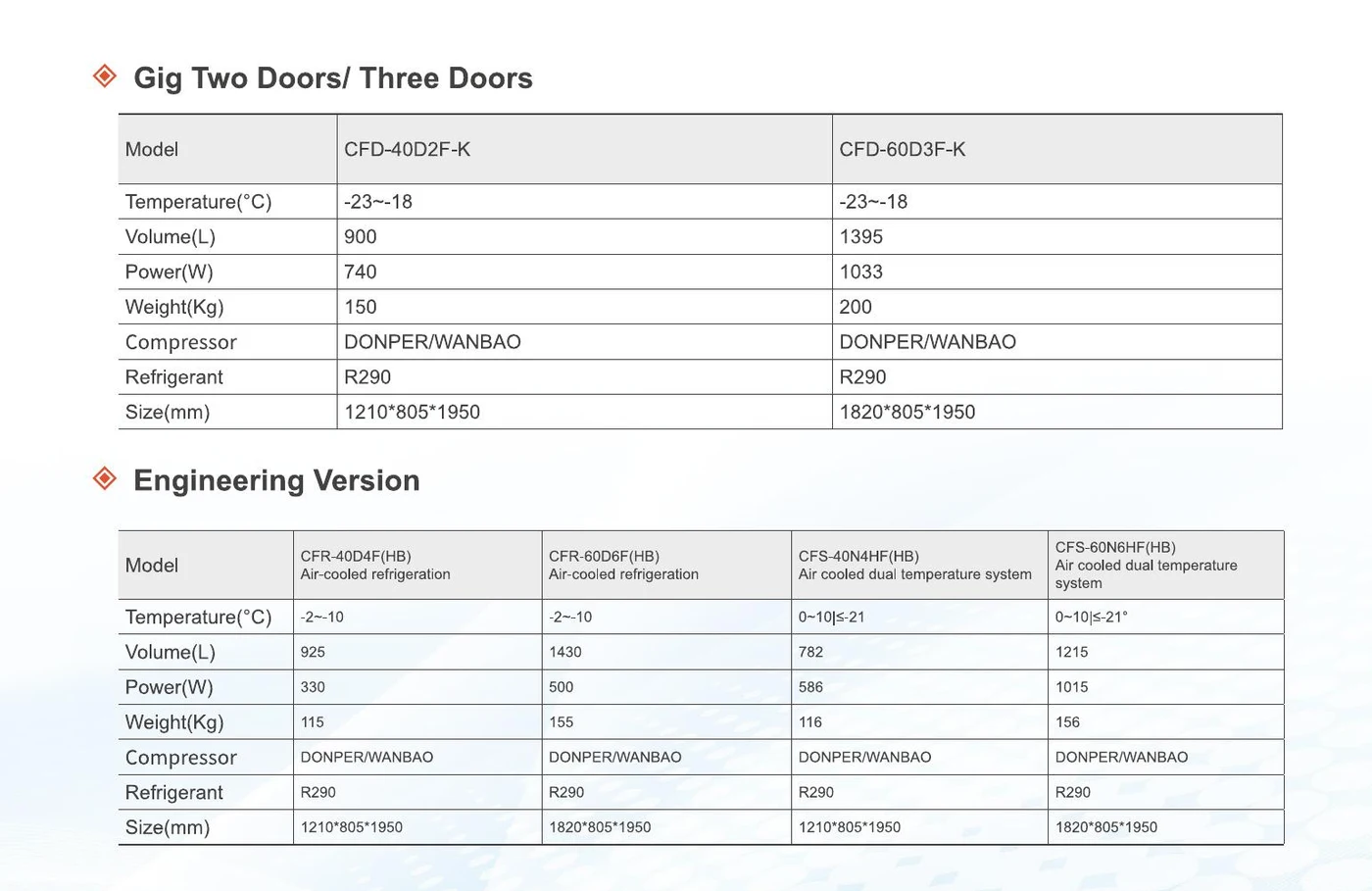
Cabinet Models This Mould Produces
This mould is designed for the specific cabinet SKUs below. Each row is a real factory output — temperature class, capacity, compressor, refrigerant and overall dimensions are field-tested. Use this table to match your target cabinet to the right mould configuration.
| Cabinet model | Variant | Temperature (°C) | Volume (L) | Power (W) | Weight (kg) | Compressor | Refrigerant | Size (mm) |
|---|---|---|---|---|---|---|---|---|
| CFD-40D2F-K | 2-door freezing | -23 to -18 | 900 | 740 | 150 | DONPER / WANBAO | R290 | 1210 × 805 × 1950 |
| CFD-60D3F-K | 3-door freezing | -23 to -18 | 1395 | 1033 | 200 | DONPER / WANBAO | R290 | 1820 × 805 × 1950 |
| CFR-40D4F (HB) | Air-cooled refrigeration · Engineering Version | -2 to 10 | 925 | 330 | 115 | DONPER / WANBAO | R290 | 1210 × 805 × 1950 |
| CFR-60D6F (HB) | Air-cooled refrigeration · Engineering Version | -2 to 10 | 1430 | 500 | 155 | DONPER / WANBAO | R290 | 1820 × 805 × 1950 |
| CFS-40N4HF (HB) | Dual-temp air-cooled · Engineering | 0–10 | ≤-21 | 782 | 586 | 116 | DONPER / WANBAO | R290 | 1210 × 805 × 1950 |
| CFS-60N6HF (HB) | Dual-temp air-cooled · Engineering | 0–10 | ≤-21 | 1215 | 1015 | 156 | DONPER / WANBAO | R290 | 1820 × 805 × 1950 |
Source: UREXCEED catalog §07 OEM/ODM cabinet series. Engineering drawing below shows front / side / end views with dimension callouts. Custom cabinet sizes outside this range supported with 7-day quote — send us your cabinet drawing.
Cast Aluminium ZL105 / LY12 — Why This Material Wins for Refrigerator Moulds
Some mould suppliers use steel, others use forged aluminium. We use cast aluminium ZL105 with LY12 reinforcement. Here's the engineering reasoning.
Thermal conductivity
Thermal conductivity ~150 W/m·K — four times better than P20 steel. Heat transfers fast and evenly across the cavity, which keeps foam cure consistency tight and lets you run shorter cycles.
Machinability
Aluminium machines fast on CNC. We hold ±0.05 mm cavity precision routinely, with a 3-axis CNC mill — steel cavities of the same geometry need a 5-axis machine and 2× the machining time.
Weight
Half the density of steel. A 2.5 m island freezer mould weighs ~1,800 kg in cast aluminium vs ~5,500 kg in steel. Easier handling on the fixture, cheaper transport, less stress on the lifting drive.
Cost balance
Aluminium itself is more expensive per kg than mild steel, but the machining and handling savings net out cheaper for refrigerator cabinets. Steel is still cheaper for shapes that don't need precision (frame structures, fixture columns), so we use Q235 steel there.
The trade-off
The trade-off: aluminium dents if you drop it. Operator handling discipline matters — we ship every mould with a handling/maintenance manual and train your team during commissioning.
How we engineer the cavity — geometry, cooling, venting
The "mould" is really three things wrapped into one: the cavity that shapes the foam, the cooling channels that pull heat out, and the gates/vents that control how the foam flows in and air flows out. We design each one around your specific cabinet.
- 1
Cavity design — start from cabinet CAD
Your cabinet DWG / STEP / IGES file goes in. We back-engineer the cavity geometry with 1.5–2 mm draft angles where needed, accounting for foam shrinkage during cure (~0.3% linear for refrigerator-grade PU).
- 2
Cooling channel layout — even heat extraction
Channels run 15–25 mm below the cavity surface, spaced 80–120 mm apart. We CFD-simulate water flow to ensure no hot spots (which cause foam over-cure) or cold spots (which cause under-cure). Channels are red copper for thermal conductivity.
- 3
Gate and vent placement — control the foam flow
For most refrigerator cabinets, one gate at the bottom-center plus 3–6 vents at the cabinet top corners. For long cabinets (island freezer, kitchen refrigerator), we use a single gun head, one-end horizontal filling — the foam flows uniformly from one end, vents push air out the other end, no trapped pockets.
- 4
Mounting and fixture interface
Mould bolts to our refrigerator mold fixture (catalog §04) at standard 8-point or 12-point bolt patterns. For non-standard fixtures, we fabricate adapter plates in 7–10 days.
Curing Time, Mould Temperature, and PU Recipe — How They Connect
Most "my cycle is too slow" complaints trace back to one of three settings: mould temperature, PU recipe gel time, or cooling channel coverage. Here's how we tune them.
| Cabinet type | Mould temp | PU gel time | Demould cycle |
|---|---|---|---|
| Chest freezer (220–800L) | 45–55°C | 40–60s | 6–10 min |
| Cake / display cabinet | 45–55°C | 35–50s | 6–15 min |
| Refrigerated workbench (2–4 door) | 45–55°C | 50–70s | 8–20 min |
| Island freezer (2–3 m) | 50–55°C | 70–90s | 12–20 min |
| Kitchen refrigerator (4–6 door) | 50–55°C | 60–80s | 12–20 min |
| Glass-door display cabinet | 45–55°C | 35–50s | 6–15 min |
If you want a faster cycle, the first lever is mould temp (push from 45°C toward 55°C — gains 20–30% on cure time). Second lever is the PU recipe (faster amine catalyst — gains another 20–40%). Third lever is the cooling layout (which we may need to redesign if it's been bolted on as an afterthought).
How the mould pairs with the rest of the foaming line
A mould doesn't work in isolation. The matched setup is mould + fixture + foaming machine + PU recipe. We can supply all four — or one, or any subset — but here's how they fit together.
The mould bolts to a refrigerator mold fixture (catalog §04). The fixture clamps the mould halves at 1–5 tons, heats the platen to 30–70°C, and lifts/lowers between cycles. Our fixture is mounting-compatible with all six mould models.
View product →PU is injected through the gate by either a high-pressure cyclopentane machine (energy-class A++/A+++ refrigerators) or a low-pressure machine (small cabinets like wine cabinet variants). The catalog §05 PU machines have already been calibrated against these moulds.
View product →The PU recipe lives in the §05 raw materials catalog. The recipe family (cyclopentane high-pressure / HFC-245fa standard / HFO low-GWP) is chosen by the cabinet's target market and energy class. We pre-tune the recipe to the mould geometry and the fixture's heated platen profile.
View product →When all four come from us, you have one supplier accountable for foam quality. When something's off, we can't pass blame between mould, fixture, machine and chemicals — and you don't have to mediate between four vendors.
Customization capability — your cabinet, our mould
Every mould we ship is customized to your specific cabinet drawing. We don't sell off-the-shelf moulds — but we don't start from scratch either. Here's what we customize and how.
Cabinet geometry & size
Cabinet shape & dimensions — start from your DWG / STEP / IGES file. Custom cavity geometry from 120 L household up to 800 L commercial cabinet. Curved-glass front, faceted body, multi-door layouts all supported.
Cavity count per mould
Cavity count per mould — 1-cavity (R&D / small batch) / 2-cavity (300–800 units/day) / 4-cavity (1,000+ units/day). Higher cavity counts increase mould capex but cut per-cabinet cycle time.
Fixture interface
Mounting bolt pattern — standard 8-point or 12-point that matches our refrigerator mold fixture (catalog §04). Non-standard fixtures: we fabricate adapter plates in 7–10 days.
Cooling scheme
Cooling channel layout — water-cooled (standard, fast cycle) or air-cooled (rare, only for low-density polyols). Channel depth, spacing and routing tuned to your cabinet thermal profile.
Surface finish
Cavity surface finish — CNC + manual polish standard. Mirror-polish (for premium home refrigerator brands) or matte-sandblast (for textured commercial cabinets) on request.
Brand marking
Optional engraving on cabinet inner surface — your brand logo / serial number / production date marker embedded in mould cavity (preferred over post-print decals for premium positioning).
Mould manufacturing process — 45-80 day timeline, in-house quality control
From your cabinet drawing to a packed mould in our shipping container. 7 stages, in-house CNC + heat treatment + polishing — no subcontracting.
-
1. Cabinet CAD review & mould design
Days 1–7Your cabinet DWG/STEP file converted to mould CAD with cavity, cooling channels, gates, vents. Engineering review meeting (video call): we walk through draft angles, foam shrinkage allowance, gate placement. Your sign-off before machining starts.
-
2. Raw material casting
Days 8–17Cast aluminium ZL105 raw block cast to near-net shape (saves 30% machining time vs solid block). Heat-treated to T6 condition for stability. Frame and bracket steel (Q235) cut and pre-machined in parallel.
-
3. CNC machining — cavity & support
Days 18–473-axis CNC mill (we use Haas / DMG MORI) brings cavity to ±0.05 mm precision. Cooling channels drilled. Mounting bolt holes machined to fixture spec. Frame structure machined and welded in parallel.
-
4. Surface treatment & polishing
Days 48–55Manual polish cavity surface to required finish (mirror / matte / textured). Hard-anodize aluminium cavity edges for wear resistance. Apply protective coating to non-cavity surfaces.
-
5. Assembly & cooling-channel test
Days 56–62Mount cavity to frame. Connect cooling channels to test rig — pressure-test 8 bar water at 50°C for 4 hours, check for leaks. Install gate bushings, vent inserts, gasket seals.
-
6. Trial foam shots — internal QC
Days 63–705–10 trial cabinets foamed in our QC lab with your PU recipe. Measure wall thickness uniformity (±0.3 mm spec), foam density (±0.5 kg/m³), cabinet dimensional accuracy. Issue trial report.
-
7. Packaging & shipping
Days 71–80Mould packed in steel-frame crate with anti-shock foam, sealed against humidity. Spare parts kit + handling/maintenance manual + commissioning checklist included. Loaded into 40' container for sea freight.
Optional features — upgrades on top of the base mould
Our base mould covers what 80% of refrigerator factories need. The 20% who need more pick from these add-ons at quote stage.
Quick-change cavity inserts — same base mould runs 2-door / 3-door / 4-door variants with snap-in dividers. Changeover 30–60 min. +USD 15K–35K per insert set. Sweet spot for chef base / refrigerated workbench lines.
Heated cavity zones — independent electric heating for problem-area uniformity (corners, deep pockets). Reduces foam under-cure rejects 60–80% on tall cabinets. +USD 8K–18K.
Auto-actuated vents — pneumatic vents that close at the right cure stage to trap final foam pressure. Improves foam density uniformity on large cabinets. +USD 5K–12K.
Embedded sensor pack — 4–8 thermocouples in cavity walls + pressure sensor in foam cure zone. Real-time process data to PLC, paired with our PU machine. +USD 6K–15K. Strongly recommended for ULT / medical refrigerator lines.
Automatic mould release coating dispenser — robotic spray of release agent before each cycle. Cuts manual operator step, improves coating uniformity. +USD 12K–25K. Pays back in 8–14 months at 1,500+ units/day.
Cavity brand engraving — your logo / model number / date code embedded in cabinet inner surface during foaming. No post-print decals needed. +USD 3K–8K per engraving design.
Lead time, commissioning, service, lifespan
A refrigerator mould is a 5–10-year piece of capital equipment. Here's what to expect on the timeline and what we cover.
Lead time
45–80 days from design freeze to shipment, depending on cabinet size and complexity. First-time orders that include co-design add 1–2 weeks for cabinet review.
Commissioning
Engineer team on-site for 3–5 days when the mould arrives — first-shot setup, gate/vent tuning, first 20–50 trial cabinets, parameter card hand-over. Travel and lodging on us for orders over USD 50K.
Warranty
12 months on cavity integrity (excludes operator handling damage like drops). 24 months on supporting frame and bracket structure. Remote diagnostics free for the first 12 months.
Spare parts
We stock cavity inserts, gaskets, gate bushings and water-pipe fittings as routine wear items. Most parts ship from Shanghai, Istanbul or Dammam in 2–5 days.
Mid-life refurbishment
After 500K–1M cycles, the cavity surface degrades enough to need refurbishment (re-polishing, channel cleaning, gasket replacement) — typically 20–30% of new mould price. Adds another full life.
Full replacement triggers
Full replacement is usually triggered by SKU changeover (new cabinet design) rather than wear-out — most refrigerator factories rotate moulds across 3–8 cabinet SKUs over a 10-year window.
منتجات ذات صلة
Mold for Cake / Dessert Display Cabinet
Refrigerator mould (mold) for cake / dessert display cabinets — high-precision cast aluminium mould engineered for curved-glass cabinets and front-door cavities. Fluid-foaming optimization handles complex geometry and irregular shells. Up to 1,900 × 700 × 1,300 mm, ~30 s/shot on automated lines.

Mold for Upright Glass-Door Display Cabinet
Refrigerator mould (mold) for display cabinets — cast aluminium PU foaming mould for single / double / triple glass-door beverage display cabinets and supermarket display refrigerators. Up to 1,900 × 700 × 1,300 mm, ~30 s/shot.
Mold for Horizontal Freezer (Chest Freezer Cabinet)
Refrigerator / freezer mould (mold) for chest freezers — cast aluminium ZL105 / LY12 PU foaming mould. Single-temperature single-top, single-temperature double-top, and dual-temperature double-top variants. Up to 1,500 × 700 × 900 mm cabinet, 6–10 min curing.
Cross-Sell · One-Partner Synergy
Pair These Moulds With Your Production Line
Cyclopentane high-pressure machine + matched PU raw materials = the proven refrigerator factory recipe.

Cyclopentane High-Pressure PU Machine
The refrigerator-industry standard pairing for vacuum-forming and foaming moulds.
Learn more
PU Raw Materials System
BASF / Covestro / Wanhua MDI + Polyol calibrated to your moulds geometry and target foam density.
Learn more
Refrigerator Production Line Solution
Pair these moulds with our turnkey factory engineering — 1,800+ delivered projects in 40+ countries.
Learn moreService & Support
الضمان والخدمة
التدخل في الموقع متاح في كل منطقة سلّمنا فيها مشاريع.
On-Site Installation
Our engineers fly to your factory to supervise installation, layout verification, and first-run production.
Commissioning + Tuning
Trial run + parameter tuning to your local raw material, climate, and target product spec — until throughput meets contract.
Operator Training
5-10 day on-site training for production team, QC, and maintenance — bilingual manuals + video tutorials provided.
3-Year Warranty + Spares
Core equipment 3-year warranty, electrical 2-year. Spare parts in stock with global express shipment 24h dispatch.
الأسئلة الشائعة
I see six different mould models in your catalog. How do I know which one matches my cabinet?
What material do you use for the mould body, and why?
How precise are the cavities, and what tolerance affects what?
How long do these moulds last? When do I need to refurbish or replace?
My curing time is too long — how do I shorten the cycle?
Can you do dual-cavity, quad-cavity, or rotary-table configurations?
Do you provide the cabinet design CAD, or do I supply it?
What lead time and on-site service do you provide?
هل تحتاج إلى حل تبريد متكامل؟
تدمج UREXCEED القوالب وآلات الرغوة وخطوط الإنتاج والمواد في 6 مصانع شريكة. أخبرنا بهدف الطاقة الإنتاجية وسنرد بتكوين وعرض أسعار خلال 24 ساعة.