26-Station Ground-Rail PU Foaming Line for Refrigerator Doors — Closed-Loop Track Layout — CE / ISO 9001-certified production lines by UREXCEED. Lead time 120 – 180 days, MOQ 1 line.

26-Station Ground-Rail PU Foaming Line for Refrigerator Doors — Closed-Loop Track Layout
Closed-loop ground-rail PU foaming line dedicated to refrigerator and cabinet DOOR foaming. 26 fixture stations on a continuous steel track, 20-sec cycle, 3,000–6,000 doors per shift. 2,000 × 900 mm fixture × 200 mm closing height — sized for door panels. Cyclopentane + ATEX Zone 1, steam or oil heating.
Engineering reply within 24 hours
Quote + spec sheet + tailored sizing recommendation. WhatsApp answered 9 am–6 pm Beijing time.
Teknik Özellikler
- Layout Form
- Ground rail (closed-loop track around the foaming room)
- Overall Dimensions (L×W×H)
- Approx. 29,500 × 7,950 × 3,350 mm
- Number of Stations
- 26
- Production Cycle Time
- 20 seconds per cabinet (excluding manual operation time)
- Fixture Template Size
- 2,000 × 900 mm (per station)
- Mold Closing Height
- 200 mm (customizable on request)
- Heating Method
- Steam heating or oil mold temperature controller heating
- Foaming Material
- POL + Cyclopentane + ISO, or POL + 141b + ISO
- Injection Method
- Manual vertical pouring with mold open
- Steam Capacity
- 200 m³/h
- Curing Oven Temperature
- 55 ± 5°C
- Steam Temperature
- 120 – 150°C
- Compressed Air Requirement
- Working pressure ≥ 0.5 MPa, air flow approx. 0.1 m³/min
- Power Consumption
- Steam heating ~25 kW (380V 50Hz) · Oil heating ~145 kW
- Best Fit Capacity
- ~3,000 – 6,000 cabinets per shift (single shift, 26 stations × 20s cycle)
- Lead Time
- 120 – 180 days
- MOQ
- 1 line
Uygulamalar
- Closed-loop ground-rail track design — 26 door fixture carriers move on a continuous steel rail around the foaming room; carriers cycle without backtracking, giving uniform throughput
- Fixture envelope sized for refrigerator door panels — 2,000 × 900 mm fixture template + 200 mm mould closing height accommodate door wall thicknesses 25–80 mm (single-door, French-door half, freezer lid all supported)
- Heavy-duty steel rail for 24/7 industrial duty — 5+ ton carrier load per station, surface-hardened wear rails, ±0.5 mm door positioning across the full loop
- 26 modular fixture stations — interchangeable door mould variants (single-door / French-door / glass-door / freezer-lid moulds mount on the same fixture pattern); per-station heated platen with PID control
- Steam OR oil heating subsystem — your choice depending on factory infrastructure (steam = 25 kW if you have an existing boiler; oil = 145 kW standalone, no steam plant needed)
- High-pressure PU injection station — Cyclopentane-blown POL + ISO with ATEX Zone 1 envelope, LEL gas detection, N₂ blanket on storage tanks; vertical pouring with mould open + closing on injection
- 20-second station-to-station cycle — engineered for refrigerator OEM factories producing high-volume DOOR output (3,000–6,000 doors per shift on a single line, paired with separate cabinet body foaming)
- ~230 m² production envelope (29.5 × 7.95 m × 3.35 m H) + PLC / Profinet integration with upstream door-panel press, downstream gasket-fitment / heated-frame / final assembly stations
Four Pain Points Refrigerator Factory Founders Bring Us About PU Foaming Lines
These are the recurring frustrations we hear when refrigerator factories switch from manual or batch foaming to a continuous PU line.
Bottleneck at the foaming station — line speed limited by curing time
Manual / single-station setups force the entire factory to wait while each cabinet cures (5–10 min). Our multi-station lines (6–26 stations) decouple injection from cure: while station 1 is injecting, stations 2–26 are curing in parallel. Throughput jumps 5–10× without buying more PU machines.
Foam quality drifts shift-to-shift — operators tune by hand and recipe walks
Without temperature-controlled fixtures and metered PU dispensing, every operator settings drift compounds. Our line ships with PID ±0.5°C fixture temperature + ±0.5% PU metering accuracy + locked recipe storage in the PLC. Shift-to-shift variance drops from ±8 kg/m³ foam density to ±1 kg/m³.
Cabinet wall thickness variance fails type-test (EU 2019/2024 Ecodesign)
Type-test failures cluster around wall thickness variance > ±2 mm. Our line's combination of cast aluminium moulds (±0.05 mm cavity), temperature-controlled fixtures (±0.3 mm parallelism), and metered PU drops final wall thickness variance to ±0.3 mm. Type-test pass rate on first submission: 90%+.
Switching from HFC to cyclopentane breaks our existing line
EU F-gas regulations from 2025 force most factories off HFC-245fa. Adapting an old non-ATEX line costs USD 600K–1M in retrofits. Our cyclopentane-ready lines ship with ATEX Zone 1 electrics, LEL detection at 4 points, and N₂ blanket on day tanks — included in base line price, not an add-on.
How the line operates — stations, cycle, integration
A PU foaming line is more than just "moulds and a foaming machine bolted to a conveyor". It's a coordinated dance of cabinet loading, mould closing, PU injection, curing oven, demould, and cabinet release — all on a timed cycle. Here's the actual workflow.
- 1
Cabinet loading station
Pre-formed steel cabinet shell + ABS/HIPS inner liner enters the line. Operator (or robot) positions the cabinet on the mould fixture, aligns it via locating pins, locks the front and rear baffles. Takes 8–12 seconds per cabinet.
- 2
Mould closing + clamping
Mould top half lowers onto the cabinet, side-locking wheels engage, pneumatic mold locking activates. Clamping force builds to 1–5 tons depending on cabinet geometry. Heated platen reaches working temperature 40–60°C.
- 3
PU injection
Mould moves to injection station. PU foaming machine high-pressure mixing head injects POL + Cyclopentane + ISO mix through the gate. Single shot of 300–800 g depending on cabinet volume. Cream time 6–8 sec; gel time 35–50 sec; the cabinet then moves to the curing oven before tack-free.
- 4
Curing oven travel
Cabinet rides the conveyor through a 55 ± 5°C heated oven (steam or hot air). Foam fully cures in 5–8 minutes depending on cabinet wall thickness. Multiple stations in parallel — while one cabinet is curing, the next is being injected.
- 5
Demould + release
Mould opens, demould assist mechanism lifts the cabinet free, conveyor transports to downstream evaporator/condenser assembly line. Mould returns to loading station, ready for next cabinet. Total round-trip station-to-station: matches the line's cycle time spec.
How the line pairs with our moulds, fixtures, machines, and PU chemicals
A PU foaming line is the integration platform — it doesn't work alone. Here's how the catalog §03 moulds, §04 mold fixture, §05 PU machines, and §02 raw materials snap together on this line.
The 6 refrigerator cabinet moulds (catalog §03) bolt directly to fixture plates on each station. Standard mounting pattern fits all our moulds; adapter plates available for non-UREXCEED moulds.
View product →The mold fixture (catalog §04) is one fixture per station — ground rail has 26, linear has 6–8, rotary door has 7–8. Each fixture is independently temperature-controlled.
View product →The cyclopentane high-pressure PU foaming machine (catalog §05) sits at the injection station and feeds via heated transfer hoses to each mould. One machine serves one line; for redundancy, factories may install a backup.
View product →PU raw materials (POL + Cyclopentane + ISO) are stored in 22.5-ton ISO tanks (polyol, MDI) + cyclopentane day tank, all with N₂ blanket and PID temperature control. Material consumption for a 26-station ground rail line at full capacity: ~30 tons polyol + ~30 tons MDI + ~3 tons cyclopentane per month.
View product →When you order moulds + fixtures + PU machine + materials + line together, we calibrate the whole stack at our factory before shipment. Cuts on-site commissioning time from 8 weeks to 2–3 weeks.
Steam heating vs oil heating — running cost reality
Ground rail lines can be configured for steam heating (25 kW power draw) or oil heating (145 kW). The 6× power-consumption gap looks dramatic, but the real total-cost-of-ownership picture depends on your existing factory infrastructure.
| Aspect | Steam Heating | Oil Heating |
|---|---|---|
| Equipment cost | ~baseline | ~baseline (similar) |
| Line power consumption | ~25 kW | ~145 kW |
| Boiler / heater capex | High (need separate steam boiler if no existing) | Built-in electric heater, no extra capex |
| Running cost (cheap electricity, no steam) | High capex but low ongoing | Low capex, moderate ongoing |
| Running cost (existing steam plant) | Very low (marginal cost) | Wasteful (paying for electric heat you don't need) |
| Best fit | Existing steam-infrastructure factories | Factories without steam, cheap electricity |
Rule of thumb: if your factory already has a steam boiler running for other processes (curing rooms, washing, sterilization), add steam heating to the foaming line — marginal cost is near zero. If you're a greenfield factory in a region with cheap industrial electricity (USA, parts of Europe, Middle East), oil heating saves the boiler capex.
Installation timeline — from PO to first cabinet rolling off the line
A refrigerator PU production line is a 10–14 week project from purchase order to first foamed cabinet. Here's the realistic timeline with each milestone.
Week 1–2: Design freeze — finalize line layout, mould fixture spec, civil works drawing. We send foundation drawing + utility hookup spec to your contractor.
Week 3–6 (parallel): Civil works at your site (foundation pad, drainage, utilities). Equipment fabrication at our factory.
Week 5–10: Sea freight shipping (4–6 weeks transit depending on port).
Week 10–12: On-site installation by our 3–5 engineer team — 1–2 weeks for linear / rotary door, 2–3 weeks for ground rail.
Week 12–14: Commissioning + first 20–50 trial cabinets + operator training. Sign-off and handover.
Ongoing: Remote diagnostics free for 24 months. Engineer return visit at 3 months and 12 months included.
Optional upgrade modules — extend a base line without buying a new one
The base line covers the foaming workflow end-to-end. These modular add-ons slot in at specific stations to unlock additional capacity or quality control.
Automatic mould release dispenser — robotic spray of release agent before each cycle. Cuts manual operator step, improves coating uniformity. +USD 18K–35K. Pays back in 8–14 months at 1,500+ units/day.
ABB / KUKA 6-axis robot integration — robotic mould loading, demoulding, palletizing, or insertion of internal components (evaporator, condenser). +USD 80K–180K per robot. Boost throughput +30%, cut labor 4 operators per shift.
Full sensor + traceability pack — embedded thermocouples + pressure sensors per station + PLC data logging + cabinet serial-number-to-batch traceability. +USD 40K–80K. Required for medical refrigerator / ULT / regulated markets.
Auto-demould assist mechanism — pneumatic lifters that pull cabinets free from mould without operator handling. +USD 22K–48K. Reduces cabinet damage rate from 1% to <0.1%.
Vision-based quality inspection — 4-camera scan of each cabinet (wall thickness, surface defects, dimensional accuracy) before line exit. +USD 60K–120K. Catches 95%+ of foam defects before downstream assembly.
In-line foam scrap recycling — grinds foam offcuts back into raw material feed (up to 8% recycled content). +USD 35K–60K. Cuts raw material cost 5–7% and meets EU PEF recycled-content thresholds.
Customization — line layout adapted to your factory and capacity target
No two refrigerator factories are identical. We customize the line on 5 axes so you don't over-spec capacity you don't need or under-spec capacity you can't expand later.
Station count
Station count — 6 (linear / rotary) / 12 (small ground rail) / 18 / 26 (full ground rail). Pick by daily output target (500–10,000 cabinets/day). Modular backbone — add stations later as production scales.
Factory layout
Factory footprint — straight L-rail (60–80 m long, narrow factory) / parallel double-rail (compact 30 m × 20 m, wide factory) / rotary hub (15 m radius circular, square factory). Our engineers design to your floor plan.
Cabinet SKU mix
Cabinet SKU mix — single-SKU (highest throughput, fixed mould fixtures) / multi-SKU (3–8 SKUs rotating through quick-change fixtures, 25–30% throughput hit). Pick based on your product line.
Heating method
Heating method — steam (cheap if factory has boiler) / electric oil (no boiler needed, 6× power draw) / hybrid. Choose at quote stage based on your factory utilities.
Automation tier
Automation tier — manual labor (4–6 operators per shift) / semi-auto with robot loading (2–3 operators) / full-auto with vision QC + auto-demould (1 operator monitoring). Capex scales 1× → 1.5× → 2× across tiers.
Service, warranty, and what happens 5 years later
A refrigerator PU foaming line is a 10–15-year asset. Here's the long-game support picture.
Warranty
Standard 24-month warranty on mechanical structure (rails, frames, lifting drives). 12-month on electrical/PLC components. 6-month on wear parts (seals, sensors, heating elements). Extended 4-year mechanical warranty available at order time (+5% line cost).
Spare parts kit
Recommended spare parts kit at order: ~3% of line cost. Covers 2 years of routine wear (seals, O-rings, sensor heads, heating elements). 24/7 spare-parts emergency hotline.
Spares locations
Critical spares stocked in Shanghai (main), Istanbul (covers EU / Russia / MENA), Dammam (GCC + East Africa). Critical parts ship in 2–5 days.
Remote diagnostics
Remote diagnostics included for 24 months (free), then USD 3,000–6,000/year. Pulls PLC logs, walks your operator through fixes, can take control of HMI to adjust settings remotely. About 70% of issues we resolve without an on-site visit.
Routine maintenance
Routine maintenance cost: ~2–3% of equipment value per year for wear parts. Heavier service (chain replacement on ground rail, bushing renewal on rotary hub) every 5–7 years runs another 5–8%.
Operator training refreshers
Refresher training for new operators: USD 500/day on-site, free remote sessions. Private training video channel with installation guides, troubleshooting, and SOP videos.
Inside the Line — Real Factory Photos (Not a Render)
These are unretouched photographs of an installed 26-station closed-loop ground-rail PU foaming line on a customer refrigerator-door foaming floor — the same continuous steel rail, carrier fixtures and heated platens described in the specification above. No CGI, no rotating render: what you see is what we build and ship.




Four Refrigerator Door Applications This Line Foams — All Solid PU-Foam-Cored Panels
The 26-station ground-rail line foams SOLID PU-foam refrigerator door panels (steel skin / painted skin + PU foam core + plastic inner liner). Below: the four door applications our customers run on it most often. Glass-pane display doors, heated-frame merchandiser doors, and glass-top chest covers are NOT supported on this line — those need a different fixture and assembly.

Household Refrigerator Doors
Top-mount / bottom-mount / French-door solid panels for residential refrigerator OEM brands. The largest-volume door family — 3,000–6,000 doors per shift on a single-SKU run. Typical door wall thickness 50–70 mm, fixture envelope 1,700–1,900 × 600–800 mm.

Commercial Upright Refrigerator + Freezer Doors
Solid stainless / painted-steel doors for tall multi-door commercial refrigerators and freezers — back-of-house restaurant kitchens, hotel walk-ins, supermarket reach-ins. Single-door, double-door and triple-door variants share the same fixture pattern. Higher PU foam density (40–45 kg/m³ vs 36 kg/m³ on household) for −18°C freezer duty.
Chest Freezer Solid Lids
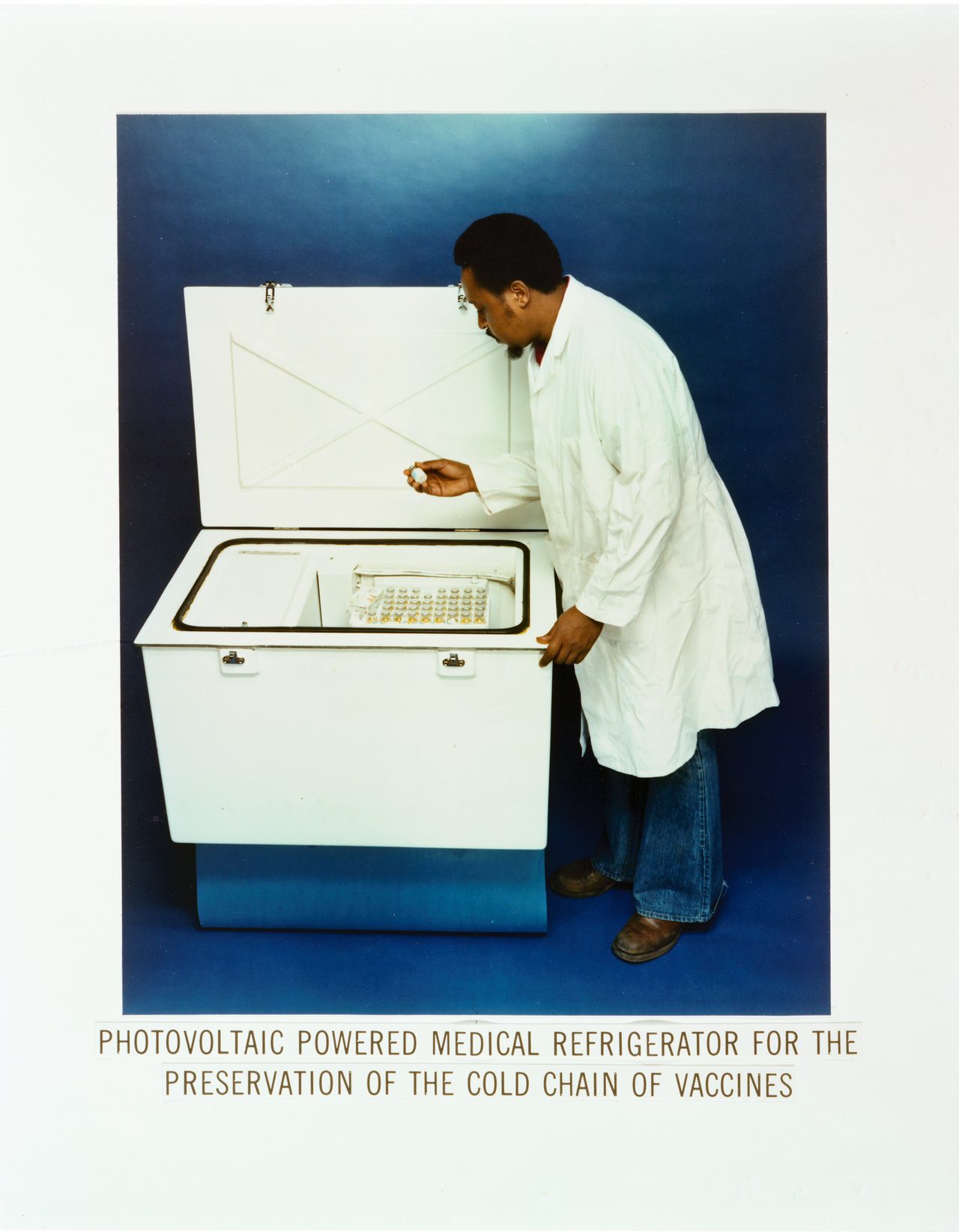
Top-opening solid-lid chest freezer panels (no glass) — household chest freezers, ice-cream commercial chests, vaccine cold-chain chests. Larger fixture footprint, deeper draft on the mould — line tolerates the wider geometry on the same 200 mm closing-height envelope.

Medical / Pharmaceutical Refrigerator Doors
WHO PQS-spec vaccine refrigerator doors, clinical-trial sample storage doors, pharmacy reach-in doors — all SOLID-DOOR variants (pharma-display glass-door units run on a separate line). Cyclopentane PU foam with 100% leak-test station downstream meets ASTM F1980 shelf-life simulation.
İlgili Ürünler

4-Station Hydraulic Air-Curtain Cabinet Foaming Fixture
4-station hydraulic foaming fixture for air-curtain refrigerated display cabinets (open-front merchandisers up to 4 × 1.8 × 0.55 m). Top/bottom flat-pressing clamp, water heating, 50 kW, 80–200 cabinets/shift.
Discontinuous Cold Room Panel Production Line — 1.2 m × 3/6/9/12/18 m PU Sandwich Panels
Discontinuous (intermittent press) PU sandwich panel line for steel / PU / steel cold-room panels. Panel width 1.2 m (industry standard). Five standard lengths: 3 / 6 / 9 / 12 / 18 m. Daily output 200–500 m²/shift per press. EN 14509 / ASTM E72 compliant. Best fit for factory owners building a new modular-cold-room or commercial cold-storage panel plant — not for high-volume continuous-belt operations.

Hydraulic Foaming Press — Specialty / Irregular Cabinets
Standalone hydraulic foaming press for air-curtain, wine cabinet and irregular / non-standard cabinet foaming. Water-heated + air-cooling, 50 kW, 40–120 cabinets/shift. Complements existing line for capacity peaking.
Cross-Sell · One-Partner Synergy
Match Your Production Line With Factory Solutions
Pick the factory type that matches your buyer market — we engineer the complete production line for that vertical.

Browse 13 Factory Solutions
Refrigerator / Chef Base / Freezer / Display Cabinet / Commercial Freezer + 8 specialized markets.
Learn more
PU Foaming Machines
High-pressure (cyclopentane / 2C / 3C) + low-pressure + spray-foam — pick the foaming line that matches your factory.
Learn more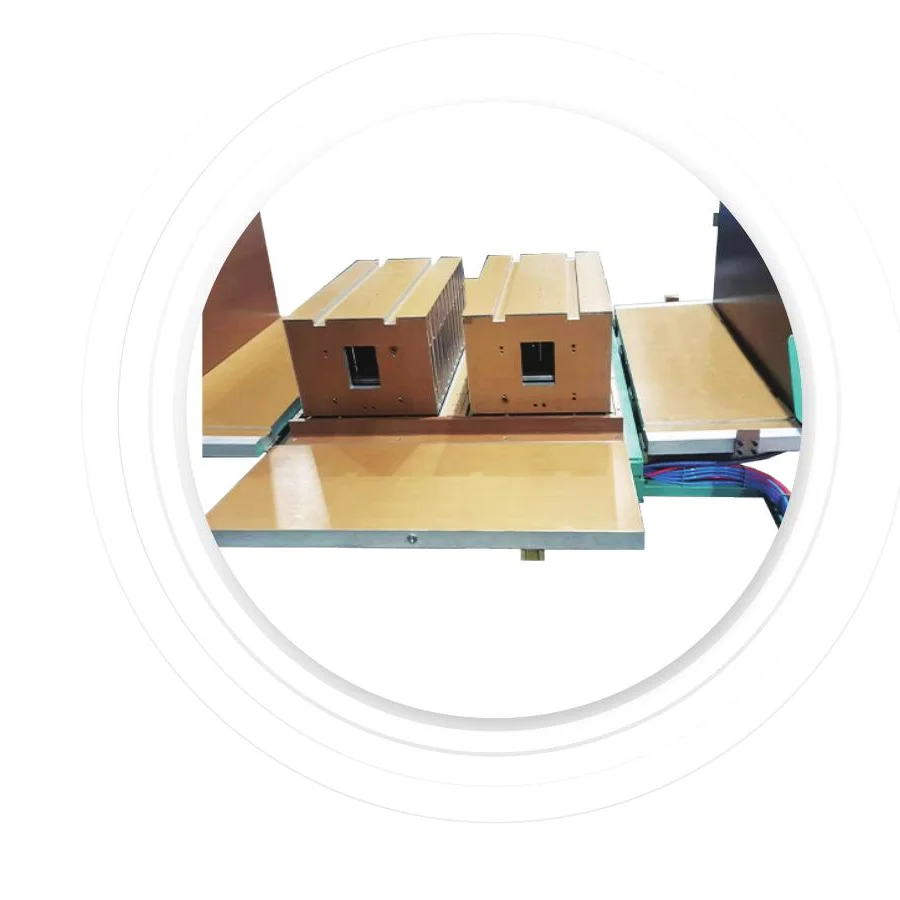
Refrigerator-Grade Moulds
Vacuum-forming + foaming moulds engineered to your cabinet/door geometry. Custom mould design service available.
Learn moreService & Support
Warranty & Service
On-site intervention available in every region where we have delivered projects.
On-Site Installation
Our engineers fly to your factory to supervise installation, layout verification, and first-run production.
Commissioning + Tuning
Trial run + parameter tuning to your local raw material, climate, and target product spec — until throughput meets contract.
Operator Training
5-10 day on-site training for production team, QC, and maintenance — bilingual manuals + video tutorials provided.
3-Year Warranty + Spares
Core equipment 3-year warranty, electrical 2-year. Spare parts in stock with global express shipment 24h dispatch.
Sıkça Sorulan Sorular
Three layout forms — ground rail, linear, rotary door — how do I pick?
How much factory space and ceiling height do I need?
What heating method should I pick — steam or oil?
What blowing agent / foaming material does each line support?
How many people does it take to run each line?
What about integration with my existing assembly, refrigeration loop, and packaging lines?
How long does installation + commissioning take?
What's the warranty, spare parts, and service coverage?
Can I upgrade from ground rail to add a rotary door line later?
What about cyclopentane safety — is the line ATEX-rated?
Komple bir soğutma çözümüne mi ihtiyacınız var?
UREXCEED, 6 ortak fabrika üzerinden kalıpları, köpük makinelerini, üretim hatlarını ve malzemeleri entegre eder. Kapasite hedefinizi söyleyin, 24 saat içinde yapılandırma ve teklif gönderelim.