
Solutions pour
Lignes de production de panneaux pour chambres froides industrielles
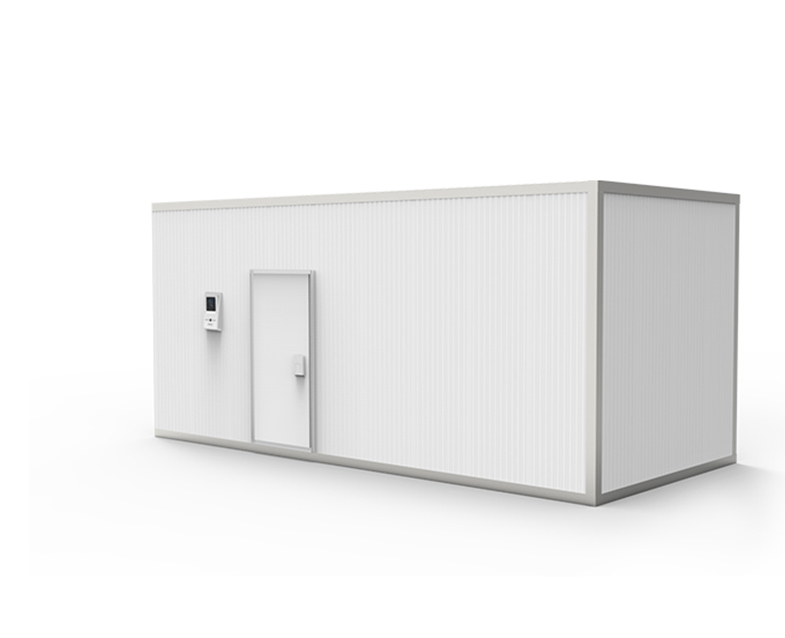
Les chambres froides sont construites à partir de panneaux sandwich continus — âme en mousse PU entre deux peaux en acier. Nous fournissons la ligne de production continue de panneaux pour chambres froides (10 – 40 panneaux par heure), les systèmes de mousse projetée pour le remplissage in situ, ainsi que l'approvisionnement en matières premières PU. L'épaisseur des panneaux va de 50 mm (chambres positives) à 200 mm (chambres de congélation industrielles).
In one line
Capacité industrielle : lignes de production continue jusqu'à 40 panneaux/heure avec package matériel complet (profilés de laminage, postes d'encollage, presse à double bande).

- Food processing plants
- Cold chain logistics parks
- Pharmaceutical cold storage
- Supermarket central kitchens
Real Pains We Hear from Buyers — and What We Ship to Solve Each One
Four pains every cold-room-panel factory founder brings us. Our line ships with the fix for each.
Panels fail EN 14509 bond-strength test — steel skin separates from PU core in pull-off test
EN 14509 bond strength ≥0.10 MPa requires steel-skin chemical pre-treatment + PU adhesion calibration + press temp/time control. Our line ships with: PPGI steel skin specifically primed for PU bonding, calibrated cyclopentane PU adhesion package, hot-press 35–45°C control. Field-tested bond strength: 0.12–0.18 MPa, well above minimum.
Continuous press throughput 4 m/min on paper but real-world output is only 2.5 m/min — utilization gap eats my margin
Press throughput drops below spec when foam rise time + line speed + cure profile don't align. Our engineering tunes PU formulation rise time (90–120s) to match your target line speed (3–5 m/min). Pre-shipment FAT runs your actual panel spec on our test line to confirm throughput before crating. Field utilization typically 85–95% of rated speed.
Discontinuous vs continuous press — buyer offers different deal sizes, I don't know which line to invest in
Below 800K m²/year → discontinuous (lower capex USD 800K–1.5M, flexible thickness/length). Above 800K m²/year → continuous (USD 2.5M–5M capex, faster throughput, narrower thickness range). Mixed deals: most factories start with discontinuous, upgrade to continuous after 24 months when commercial orders stabilize.
Fire reaction EN B-s2,d0 needed for EU cold-room tender — my current panels only achieve E-class
Fire reaction class is driven by PU formulation chemistry (flame retardant package) + steel skin thickness + panel joint design. Our PU formulation includes the FR additive package certified to EN B-s2,d0 (limited combustibility). We supply the test certificate pack so EU tender submission has the EN 14509 + fire reaction class B documented.

Ce dont vous avez besoin
Ligne de panneaux frigorifiques
Ligne continue, 10–40 panneaux/h, 50–200 mm
En savoir plus
Ferronnerie & accessoires
Charnières, joints, poignées, LED, évaporateurs & condenseurs
En savoir plus yongjiapu.com
yongjiapu.com
Machine PU haute pression
100–1 500 g/s, 2–4 composants, Siemens PLC
Voir sur yongjiapu.com
Système de matières premières PU
Polyol + isocyanate + agent gonflant, k-factor jusqu'à 0,018
En savoir plus yongjiapu.com
yongjiapu.com
Machine de pulvérisation PU
Système d'isolation mobile, 5–20 kg/min
Voir sur yongjiapu.comFrom inquiry to first commercial unit — the 6-step delivery flow
From inquiry to first cold-room panel rolling off your line. ~10 months for a discontinuous press line; ~12 months for continuous press.
- 1
Inquiry & Volume Scoping
Week 1–2Share target annual m² output, panel thickness range (50–200 mm), steel skin spec (PPGI / PPGL / stainless), target end-markets (industrial cold storage, refrigerated truck body, food processing, modular cold rooms). 1-page proposal in 5 days.
- 2
Detailed Proposal & Press Configuration
Week 2–4Engineering picks discontinuous vs continuous press based on volume target. Sized for your steel skin spec + foam thickness range. PU formulation specced (cyclopentane standard, HFO for ULT). Quote with 22-line BOM in 14 days.
- 3
Contract & Panel Design Freeze
Week 4–830% down. Panel CAD + steel skin profile + joint geometry frozen. Fire-reaction class certification target signed off.
- 4
Mould + Continuous Press Build
Month 3–8Press: 90–120 days. PU machine: 60 days. Foaming + steel coil handling stations: 60 days. Pre-shipment FAT — we run your actual panel spec on our test line and ship the production validation report.
- 5
Sea Freight & On-Site Installation
Month 8–116–10 × 40' containers from Shanghai/Ningbo. On-site installation 5–7 weeks (longest among cabinet lines). Building floor reinforcement + 6m+ ceiling height + continuous floor 30m+ required.
- 6
Commissioning, EN 14509 Testing & Acceptance
Month 11–12First 2000 m² panel produced and tested through EN 14509 bond strength + fire reaction + thermal conductivity protocols. Operator training. Acceptance signed when 1000 consecutive m² pass spec. 60% payment due here, 10% after 6-month production volume verification.

Pourquoi cette ligne fonctionne — validé par les spécifications réelles
Lignes de production de panneaux en continu conçues pour les entreprises de construction de chambres froides — outillage différent, échelle différente de l'OEM d'armoires.
Ligne de panneaux sandwich en continu à 10–40 panneaux par heure
Ligne de moussage en continu pour panneaux sandwich (50–200 mm d'épaisseur) fonctionnant à 10–40 panneaux par heure selon l'épaisseur et le matériau de parement. Parements acier (PPGI / inox) collés au noyau en mousse PU en un seul processus continu — pas de moussage par lots, pas de limitations d'armoire.
Épaisseur de panneau de 50 mm chambre positive à 200 mm congélateur industriel sur une seule ligne
Une seule infrastructure de ligne couvre les panneaux de 50 mm (chambres positives 0 à 5°C), 100 mm (température intermédiaire -5 à -18°C), 150–200 mm (surgélation industrielle -25 à -40°C). L'épaisseur est modifiée en ajustant le jeu de la presse à double bande, sans changer la ligne.
Remplissage in situ par mousse projetée pour géométries irrégulières
Pour les formes de chambres froides non standard (bâtiments rénovés, plafonds irréguliers), nous fournissons des systèmes de mousse projetée pour le remplissage isolant in situ. Débit 8–25 kg/min de mousse PU, densité réglable de 32–48 kg/m³ selon l'application.
Outillage de verrouillage / raccordement des panneaux inclus
Les systèmes de raccordement par cam-lock et par emboîtement sont pré-outillés — obligatoires pour que les chambres froides assemblées maintiennent la continuité de l'isolation aux joints de panneaux. Standardisés pour correspondre aux spécifications des principaux installateurs de panneaux en Europe et au Moyen-Orient.
Customization Options
Industrial cold-room contractors spec panels to EN 14509 + fire reaction class. 4 axes per project tender.
Panel thickness
50 / 80 / 100 / 120 / 150 / 200 mm. Continuous press line covers 50–200 mm; discontinuous covers 50–250 mm.
Steel skin
PPGI / PPGL / stainless. 0.4 / 0.5 / 0.6 / 0.8 mm gauge. Chemical pre-treatment calibrated for PU bond strength ≥0.10 MPa.
Fire reaction class
Standard E (PU + FR additive) / B-s2,d0 (EU cold-room tender). Test certificate pack with line.
Line throughput
Discontinuous press USD 800K–1.5M (240K–800K m²/year) / continuous press USD 2.5M–5M (800K–2M m²/year).
Foam Quality Visualization — what closed-cell structure actually looks like
The single biggest predictor of refrigerator cabinet thermal performance is the foam cell structure. Closed-cell ratio, average cell diameter and density uniformity decide whether your cabinet holds -18°C in 35°C ambient — or fails the EU Ecodesign type-test. Here's what fine and coarse PU foam look like under a scanning electron microscope.
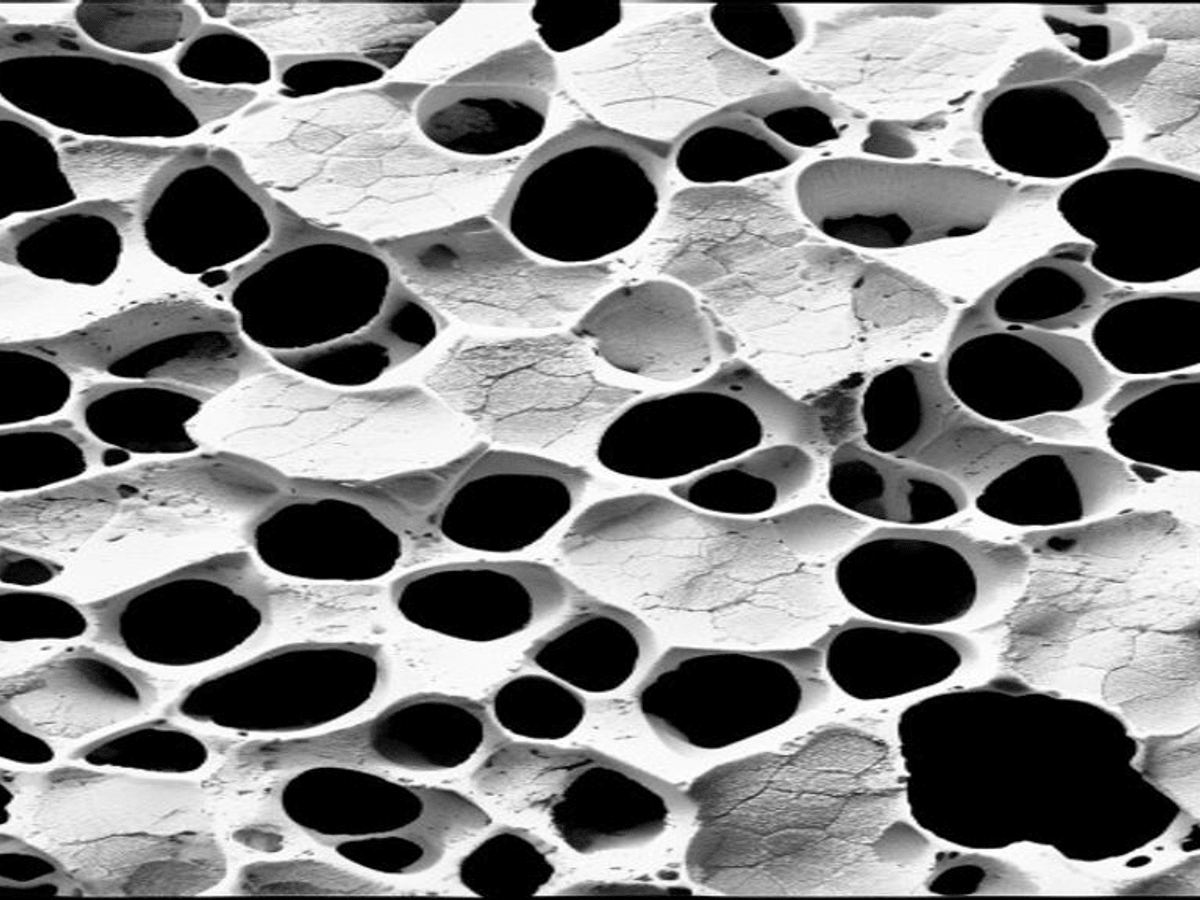
Industry-typical low-grade PU
- Avg cell diameter
- ~400 µm
- Closed-cell ratio
- 85–90%
- k-factor (W/m·K)
- 0.025–0.028
- Density uniformity
- ±5 kg/m³
Visible voids, broken cell walls, large irregular cells. Refrigerator cabinet pull-down test fails at 32°C+ ambient. EU Ecodesign type-test fails first submission.
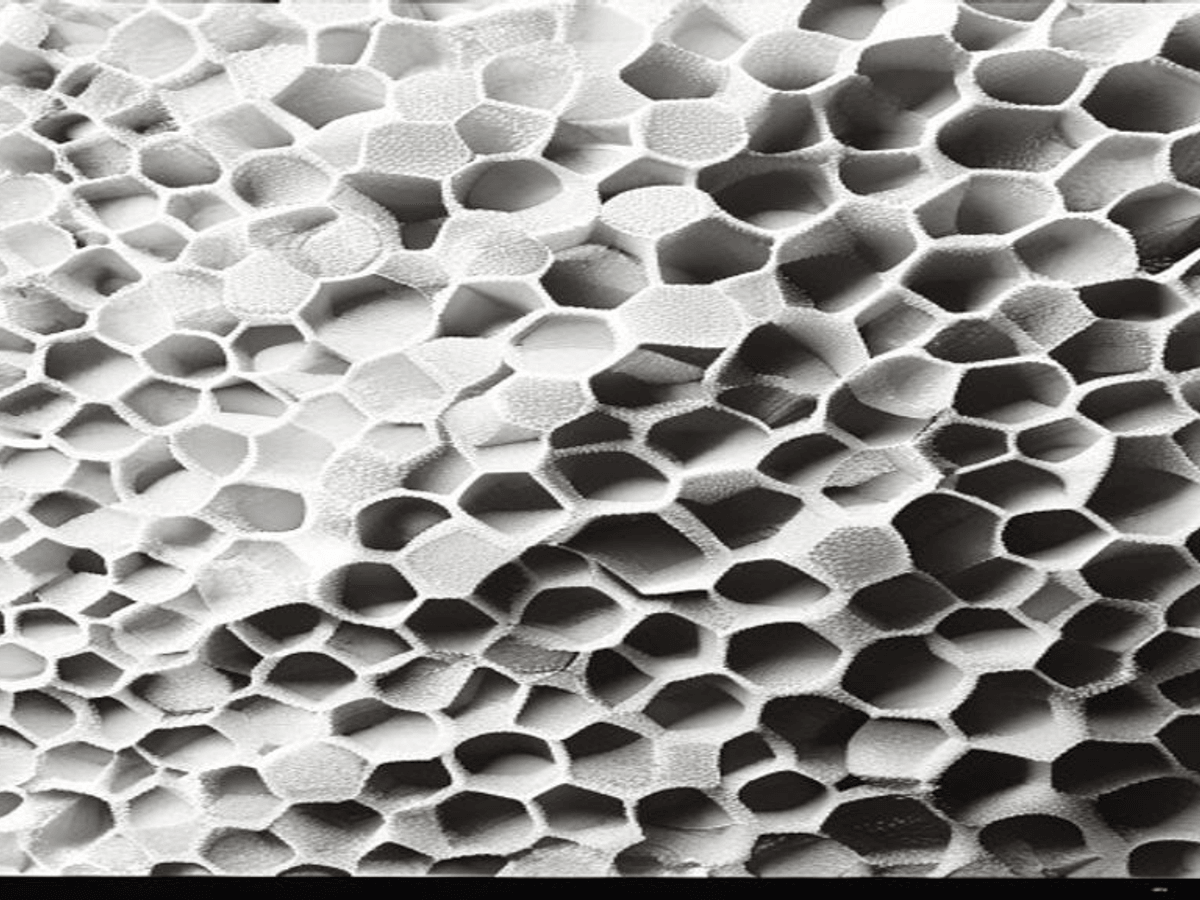
Our cyclopentane PU system
- Avg cell diameter
- ~100 µm
- Closed-cell ratio
- ≥95%
- k-factor (W/m·K)
- 0.019–0.021
- Density uniformity
- ±0.5 kg/m³
Uniform fine cells, intact walls, high closed-cell ratio. Refrigerator cabinet pull-down test passes at 43°C tropical ambient. EU Ecodesign / WHO PQS / ENERGY STAR first-submission pass rate 90%+.
How we measure it: Every shipment of PU raw materials runs through pilot foaming + SEM cell-structure check at our lab. Every commissioned line gets a foam parameter card with these targets — if your operators tune to the card, the foam structure stays in this range. Sample reports available on request.
Illustration · Conceptual SEM micrographs representing typical industry coarse foam (left) vs UREXCEED cyclopentane PU foam quality target (right). Real SEM reports from your specific line available after commissioning.
Application Scenarios
Cold-room panels serve industrial, logistics, and pharmaceutical buyers.
- Food processing cold storage (meat / poultry / dairy)
- Frozen seafood warehouse (-25 to -40°C)
- Pharmaceutical cold storage (vaccine warehouse, +2 to +8°C)
- Supermarket central kitchen cold room
- Refrigerated truck body sidewall & roof panels
- Modular cold room (prefab, ship-and-assemble)
Les questions que nous posent les propriétaires d'usine
Quel est l'investissement typique pour une ligne de panneaux de chambre froide en continu ?
Pouvez-vous fournir séparément des systèmes de mousse projetée pour application in situ ?
Fournissez-vous le groupe frigorifique pour la chambre froide elle-même ?
Quel est le coût typique de panneau au mètre carré issu d'une ligne que nous achèterions ?
Combien de temps faut-il pour mettre en service une ligne de panneaux en continu ?
Optional Add-ons
Extend Your Production Line
Five proven add-ons our 1,800+ customers ask for after their first refrigerator factory line goes live. Discuss with our engineers which fit your spec.
Raw Material Supply
PU MDI / Polyol systems sourced direct from BASF / Covestro / Wanhua, calibrated to your foam specs and climate. Container-load discounts.
Spare Parts Package
2-year wear-parts package — seals, valves, heating elements, sensors. Pre-shipped with the line, no air-freight emergencies.
Robot Integration
ABB / KUKA 6-axis robot for de-molding, demoulding, palletizing or insertion of internal components — boost throughput +30%.
Automatic Demoulding System
Vacuum-assisted demoulding for thin-wall liners and complex geometries — eliminates worker injury, halves cycle time.
Quality Inspection System
Inline foam density, void, k-factor + dimensional QC stations. Auto-reject + traceability log — meets ISO 9001 + EU appliance regulation.
ROI · Cost Analysis
Investment Range & Payback
Indicative range based on 1,800+ delivered lines. Final pricing depends on automation level + add-ons + local labor cost. Request a quote for your spec.
Configuration note: Discontinuous press: USD 800K–1.5M, payback ~24 months. Continuous press: USD 2.5M–5M, payback ~16 months at 800K+ m²/year. Includes EN 14509 + fire-reaction class B testing rigs.
Service & Support
Garantie & Service
Intervention sur site disponible dans chaque région où nous avons livré des projets.
On-Site Installation
Our engineers fly to your factory to supervise installation, layout verification, and first-run production.
Commissioning + Tuning
Trial run + parameter tuning to your local raw material, climate, and target product spec — until throughput meets contract.
Operator Training
5-10 day on-site training for production team, QC, and maintenance — bilingual manuals + video tutorials provided.
3-Year Warranty + Spares
Core equipment 3-year warranty, electrical 2-year. Spare parts in stock with global express shipment 24h dispatch.
Cross-Sell · One-Partner Synergy
Pair this line with the rest of the factory
The product groups our refrigerator-factory customers buy alongside this line — for full-line synergy and one-partner accountability.
High-Pressure PU Foaming Machines
Cyclopentane / 2-component / 3-component models. Cyclopentane is the refrigerator industry standard.
Learn moreRefrigerator-grade Moulds
Vacuum-forming moulds for inner liners + foaming moulds for cabinet/door. 30-year mould-cluster network.
Learn morePU Raw Materials System
BASF / Covestro / Wanhua MDI + Polyol — calibrated to your climate, foam density, and cycle time.
Learn morehome.stats.heading
Turnkey Production Lines for Refrigeration Equipment Factories
"From a Single Pump to a Turnkey Line — One Partner Through Every Tier."