
Solutions pour
Ligne Production Congélateurs & Moule Moussage Fabricant
Nous fournissons moules de moussage et lignes de production PU pour OEM de congélateurs coffres, verticaux et commerciaux, 300 à 3 000 cabinets/jour.
In one line
Ultra-basse : réfrigération commerciale -60°C à -200°C disponible.

- Frozen food retailers
- Seafood cold chain
- Ice cream brands
Real Pains We Hear from Buyers — and What We Ship to Solve Each One
Four pains every freezer factory founder hits in year one. Our line ships with the fix for each.
Cabinet can't hold -25°C in 35°C ambient — pull-down test fails the EU 2019/2024 Ecodesign
The thermal weak spot is almost always foam k-factor + wall thickness, not the compressor. Our PU system delivers k-factor 0.019–0.021 W/m·K verified shot-by-shot; foaming moulds support 70–150 mm wall thickness with even fill (no air pockets). Pull-down to -25°C in 32°C ambient: typical result 4–5 hours, well inside the 6-hour Ecodesign threshold.
Cyclopentane blowing agent — local fire authority blocks our ATEX permit, project on hold 4 months
Our cyclopentane high-pressure foaming machine ships with the full EU ATEX certificate pack: Zone 1 electrical components (Atex II 2G IIB T3), LEL detection at 4 points, N₂ blanket on day tank, auto-shutdown at 50% LEL. Local fire authority approval in 2–4 weeks (we've done this 15+ times) instead of the 3–6 months it takes when the manufacturer can't supply the cert pack.
Converting from HFC-245fa to cyclopentane — foam density drifts and rejection rate jumps to 4%
HFC-to-cyclopentane conversion is a system change, not just a blowing agent swap. Our team supplies the calibrated polyol system + revised foaming parameters (mould temp, demould time, shot weight) + commissioning support to run the first 200 cabinets. Density variance drops back to ±0.5 kg/m³, rejection rate back under 1% within 2 weeks of switchover.
Upgrading from -18°C household freezer to -60°C biomedical freezer — don't know what to change
Three things change: PU formulation (switch to HFO-1336mzz blowing agent for sub-zero stability), wall thickness (120 mm → 180–200 mm), and cycle time (6 min → 8–10 min). Compressor goes from single-stage to cascade dual-stage — we don't supply that, but we publish a compressor sourcing list with 6 China + EU options. Retrofit time: 3–5 months including formulation re-cert.

Ce dont vous avez besoin

26-Station Ground-Rail PU Foaming Line for Refrigerator Doors — Closed-Loop Track Layout
Closed-loop ground-rail PU foaming line dedicated to refrigerator and cabinet DOOR foaming. 26 fixture stations on a continuous steel track, 20-sec cycle, 3,000–6,000 doors per shift. 2,000 × 900 mm fixture × 200 mm closing height — sized for door panels. Cyclopentane + ATEX Zone 1, steam or oil heating.
En savoir plus yongjiapu.com
yongjiapu.com
Machine PU haute pression
100–1 500 g/s, 2–4 composants, Siemens PLC
Voir sur yongjiapu.com
Ligne de caisses isothermes
Caisses logistiques et médicales, 10–600 L
En savoir plus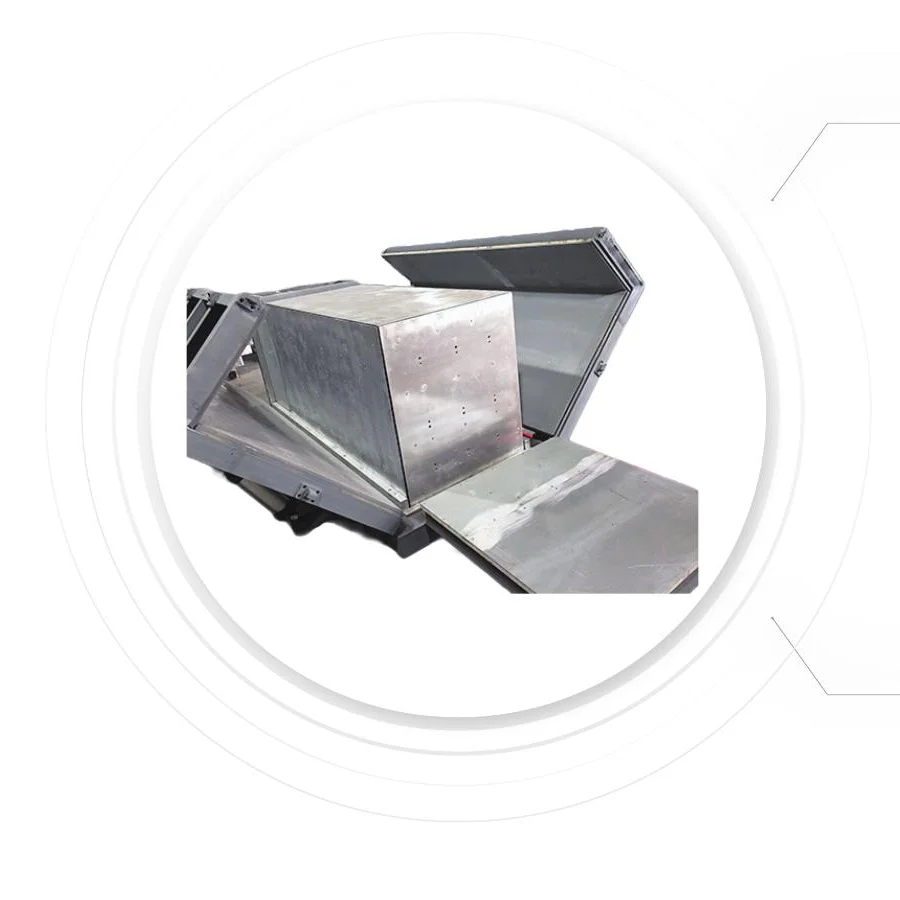
Mold for Horizontal Freezer (Chest Freezer Cabinet)
Refrigerator / freezer mould (mold) for chest freezers — cast aluminium ZL105 / LY12 PU foaming mould. Single-temperature single-top, single-temperature double-top, and dual-temperature double-top variants. Up to 1,500 × 700 × 900 mm cabinet, 6–10 min curing.
En savoir plus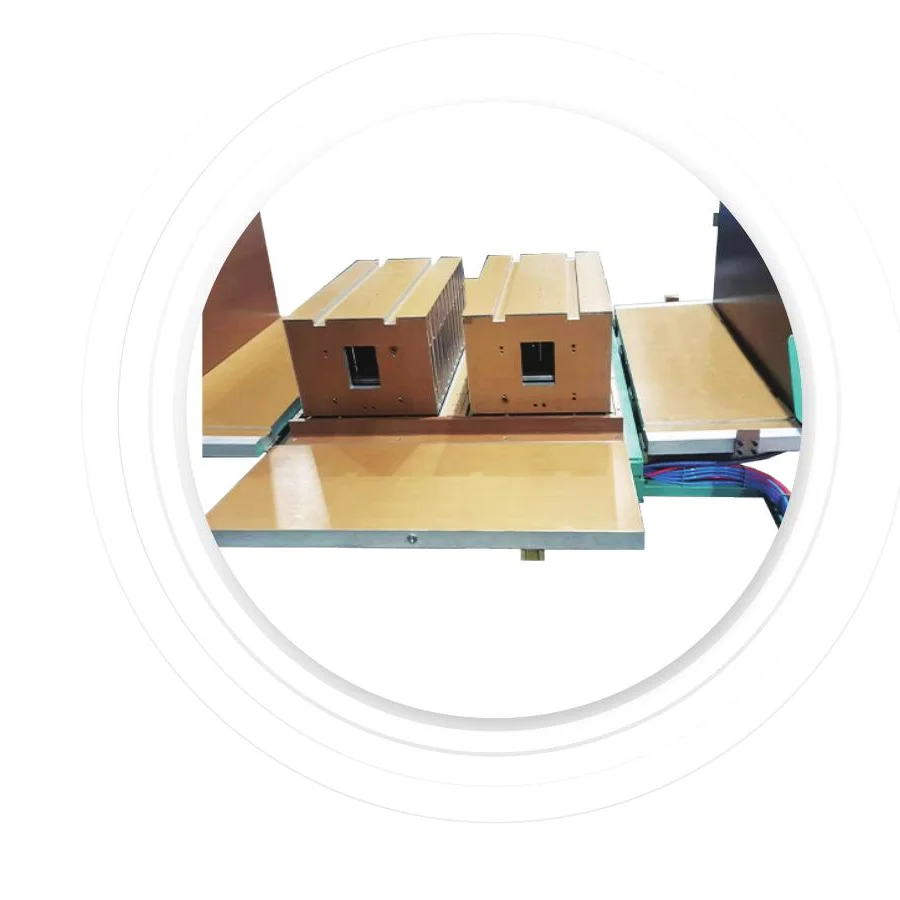
Mold for Upright Kitchen Refrigerator
Refrigerator mould (mold) for upright kitchen refrigerator cabinets — cast aluminium PU foaming mould for commercial 2-door / 4-door / 6-door upright stainless kitchen refrigerators. Up to 1,900 × 900 × 2,000 mm. Designed for energy-efficient deep cavities and long mould life.
En savoir plus
Système de matières premières PU
Polyol + isocyanate + agent gonflant, k-factor jusqu'à 0,018
En savoir plusCabinet models you can produce on this line
Every row below is a real cabinet SKU that customers already produce using the moulds in this line — temperature class, capacity, compressor, refrigerant and overall dimensions are field-tested. Use the matrix to match your target cabinet to the right mould configuration.
| Cabinet model | Variant | Temperature (°C) | Volume (L) | Power (W) | Weight (kg) | Compressor | Refrigerant | Size (mm) | Source mould |
|---|---|---|---|---|---|---|---|---|---|
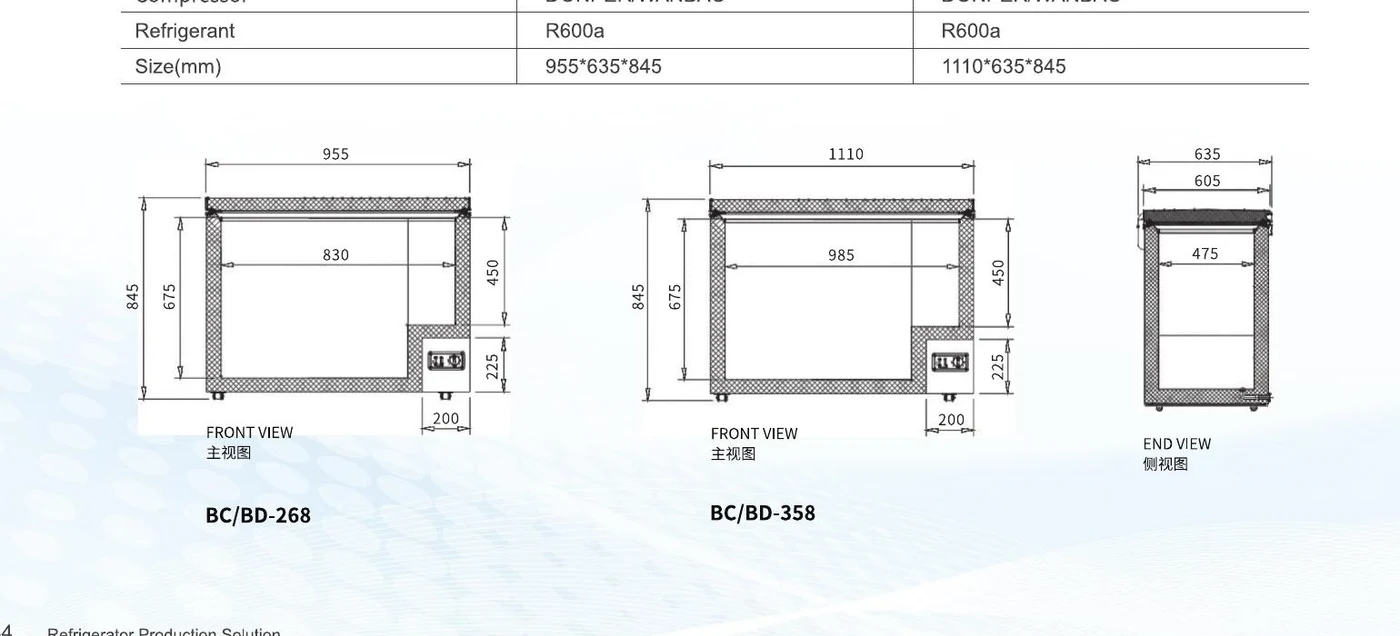
| BC/BD-268 | — | 0–10 or ≤-18 | 268 | 110 | 59 | DONPER / WANBAO | R600a | 955 × 635 × 845 | Mold for Horizontal → |
| BC/BD-358 | — | 0–10 or ≤-18 | 358 | 118 | 65 | DONPER / WANBAO | R600a | 1110 × 635 × 845 | Mold for Horizontal → |
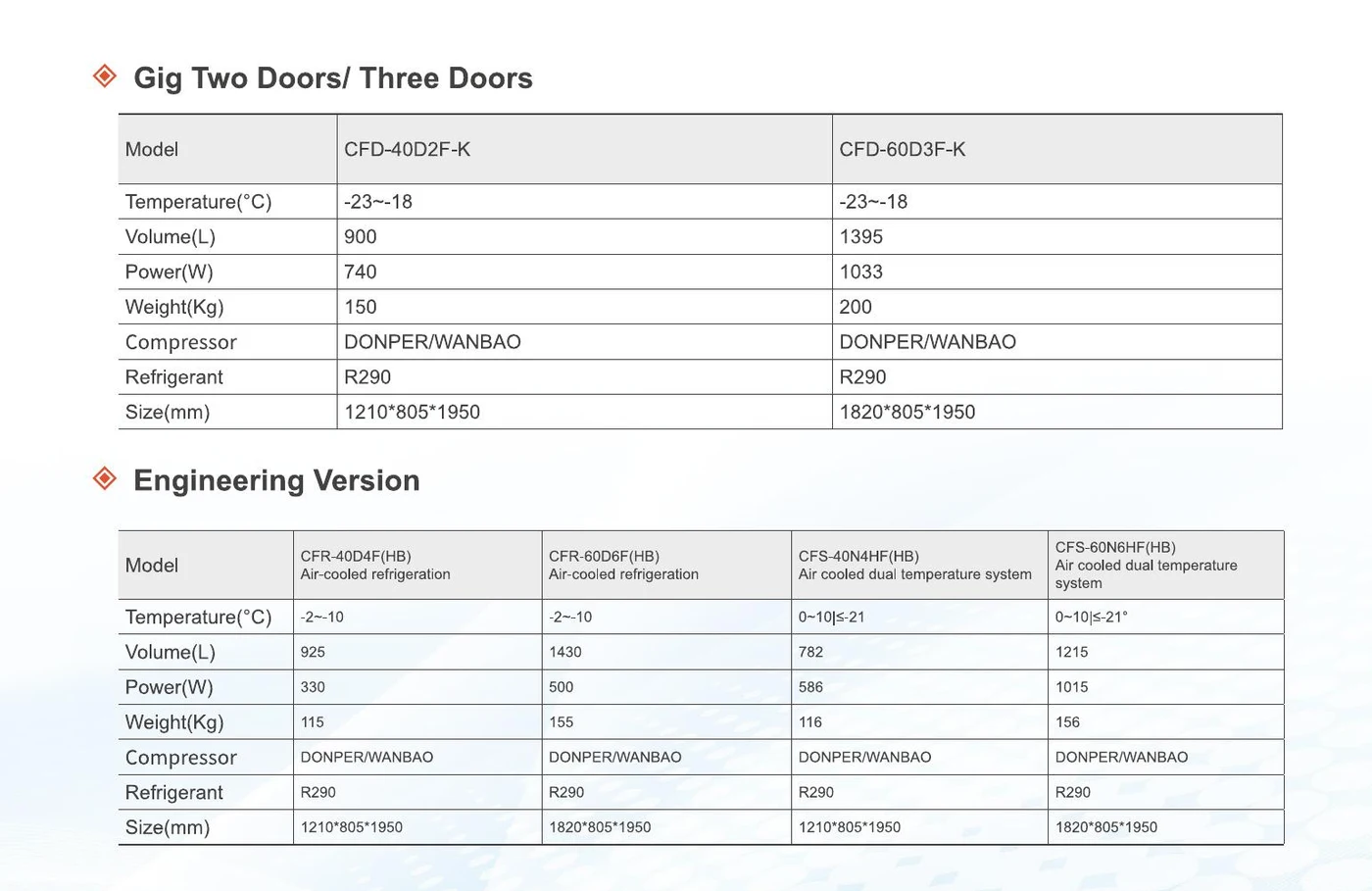
| CFD-40D2F-K | 2-door freezing | -23 to -18 | 900 | 740 | 150 | DONPER / WANBAO | R290 | 1210 × 805 × 1950 | Mold for Upright → |
| CFD-60D3F-K | 3-door freezing | -23 to -18 | 1395 | 1033 | 200 | DONPER / WANBAO | R290 | 1820 × 805 × 1950 | Mold for Upright → |
| CFR-40D4F (HB) | Air-cooled refrigeration · Engineering Version | -2 to 10 | 925 | 330 | 115 | DONPER / WANBAO | R290 | 1210 × 805 × 1950 | Mold for Upright → |
| CFR-60D6F (HB) | Air-cooled refrigeration · Engineering Version | -2 to 10 | 1430 | 500 | 155 | DONPER / WANBAO | R290 | 1820 × 805 × 1950 | Mold for Upright → |
| CFS-40N4HF (HB) | Dual-temp air-cooled · Engineering | 0–10 | ≤-21 | 782 | 586 | 116 | DONPER / WANBAO | R290 | 1210 × 805 × 1950 | Mold for Upright → |
| CFS-60N6HF (HB) | Dual-temp air-cooled · Engineering | 0–10 | ≤-21 | 1215 | 1015 | 156 | DONPER / WANBAO | R290 | 1820 × 805 × 1950 | Mold for Upright → |
Source: UREXCEED catalog §07 OEM/ODM cabinet series, cross-referenced to the mould that produces each SKU. Custom cabinet sizes outside this range supported — send us your cabinet drawing for a 7-day quote.
From inquiry to first commercial unit — the 6-step delivery flow
From inquiry to first freezer rolling off your line. ~12 months for a standard 2,000 units/day freezer line; 14 months for ultra-low-temp.
- 1
Inquiry & Application Scoping
Week 1–2Share target capacity, application (household chest, commercial upright, biomedical ULT), target temperature band (-18°C, -40°C, -60°C, -86°C), and target markets. We send a 1-page proposal with line layout, target market regulations checklist, and price range.
- 2
Detailed Proposal & ATEX Certificate Package
Week 2–4If cyclopentane: we attach the EU ATEX certificate pack + local fire authority pre-approval letter template at this stage. Engineering team picks freezer mould variants (clamp force 20–50 ton), sizes PU machine, drafts BOM. Quote with 22-line breakdown in 14 days.
- 3
Contract & Cabinet Design Freeze
Week 4–830% down. Cabinet CAD review with extra attention to wall thickness (70–150 mm), corner radius, evaporator pocket geometry. Mould CAD frozen before CNC starts. Cycle time + foam parameters pre-modeled in software.
- 4
Heavy-Duty Mould + ATEX-Rated Machine Build
Month 3–8Freezer moulds: 60–90 days (heavier clamp + thicker walls than refrigerator). PU machine: 60 days with ATEX certification. Pre-shipment FAT (Factory Acceptance Test) — we run trial cabinets in our shop and ship the FAT report with the equipment.
- 5
Sea Freight & On-Site Installation
Month 8–115–8 × 40' containers from Shanghai/Ningbo. On-site installation 4–5 weeks with reinforced foundation (clamp loads 200–500 kN). ATEX zone marking and gas-detection commissioning done jointly with your local fire authority inspector.
- 6
Commissioning, Conversion Testing & SAT
Month 11–12First 200 trial cabinets foamed together with your operators. Pull-down test, leak test, electrical safety test on every cabinet. SAT (Site Acceptance Test) signed when 100 consecutive cabinets pass spec. 60% payment due here, 10% after 3-month performance verification.

Pourquoi cette ligne fonctionne — validé par les spécifications réelles
Les congélateurs sont des réfrigérateurs poussés à la limite. Les spécifications ci-dessous expliquent pourquoi la ligne est différente.
Mousse PU haute densité 40 – 45 kg/m³ conçue pour -60 °C
Le système UMT-PU-SYSTEM (polyol + isocyanate + agent gonflant) est formulé pour un k-factor 0,019 – 0,021 W/m·K, la conductivité thermique nécessaire pour tenir -60 °C en interne avec une épaisseur de paroi sous 150 mm.
Moules de moussage renforcés pour parois 70 – 150 mm
Les moules UFM-CAB font varier la force de serrage de 20 – 50 tonnes spécifiquement pour les parois de congélateur, 2× plus épaisses que celles d'un réfrigérateur domestique et soumises à une pression d'expansion de mousse proportionnellement plus élevée pendant la cuisson.
Moules de porte pour joints magnétiques et chauffants
Les moules UDM-COMBO accommodent les portes plus épaisses et les joints magnétiques plus lourds nécessaires à l'intégrité d'étanchéité à -18 °C et en dessous. Les canaux de joint chauffant évitent la défaillance du joint en climat humide.
Temps de cycle ajusté pour cuisson PU grand froid (6 – 10 min)
Le système UPM-HP-1500 dose à 100 – 1 500 g/s contre des plateaux à 40 – 55 °C. Le cycle de 6–10 minutes (vs 4–8 min en réfrigérateur domestique) accommode le profil de cuisson de paroi épaisse.
Customization Options
Freezer cabinet specs vary widely by target market. We tune 4 axes per project so the line ships ready for your spec.
Temperature & insulation
-18°C / -25°C / -40°C / -60°C / -86°C ULT. Wall thickness 70–200 mm. PU formulation chosen per target temperature.
Blowing agent
Cyclopentane (EU F-gas compliant, ATEX cert pack included) / HFC-245fa / HFO-1336mzz (sub-zero stability).
Cabinet form
Chest / upright / glass-door merchandiser / island. Cabinet mould variants share PU machine + fixture.
Compressor system
Single-stage R600a / R290 for -18°C; cascade dual-stage for -60 to -86°C. We publish a verified compressor sourcing list.
Foam Quality Visualization — what closed-cell structure actually looks like
The single biggest predictor of refrigerator cabinet thermal performance is the foam cell structure. Closed-cell ratio, average cell diameter and density uniformity decide whether your cabinet holds -18°C in 35°C ambient — or fails the EU Ecodesign type-test. Here's what fine and coarse PU foam look like under a scanning electron microscope.
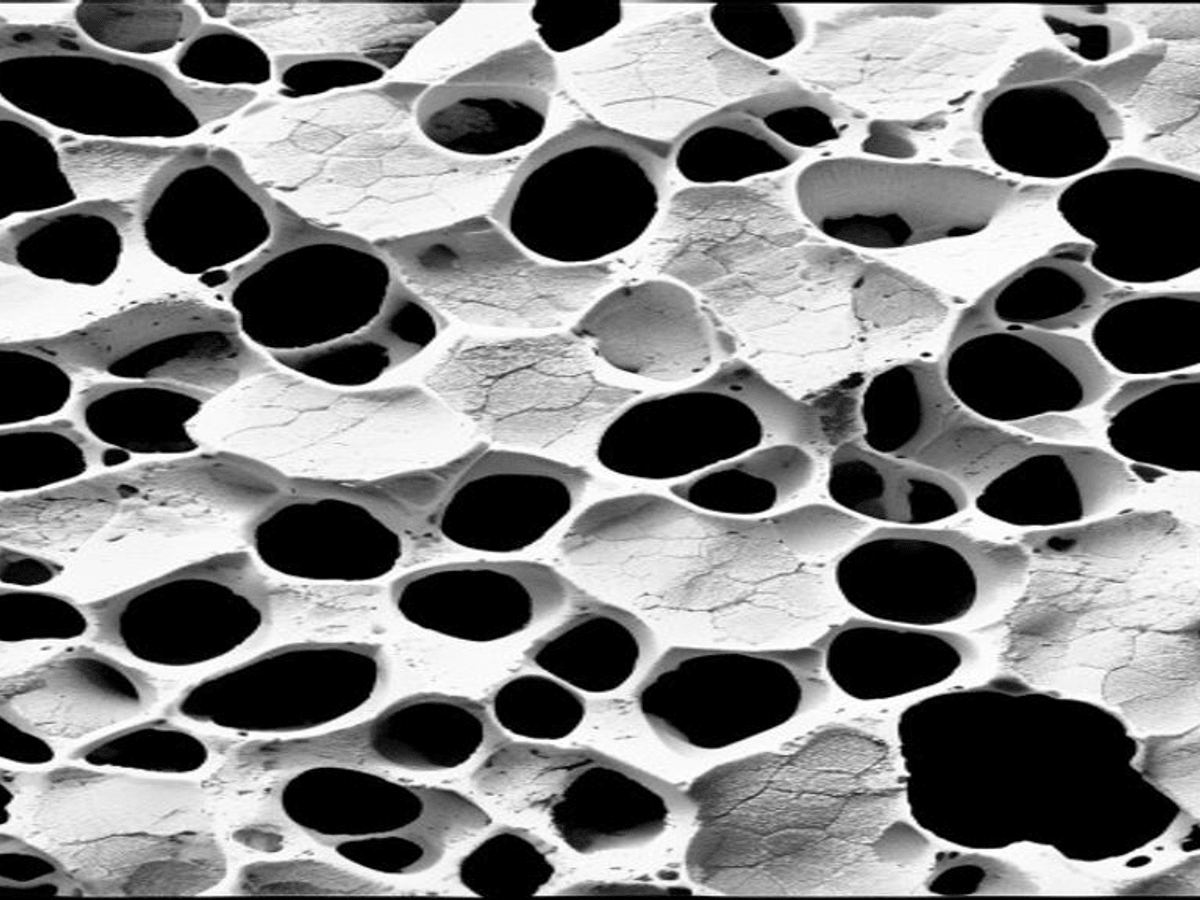
Industry-typical low-grade PU
- Avg cell diameter
- ~400 µm
- Closed-cell ratio
- 85–90%
- k-factor (W/m·K)
- 0.025–0.028
- Density uniformity
- ±5 kg/m³
Visible voids, broken cell walls, large irregular cells. Refrigerator cabinet pull-down test fails at 32°C+ ambient. EU Ecodesign type-test fails first submission.
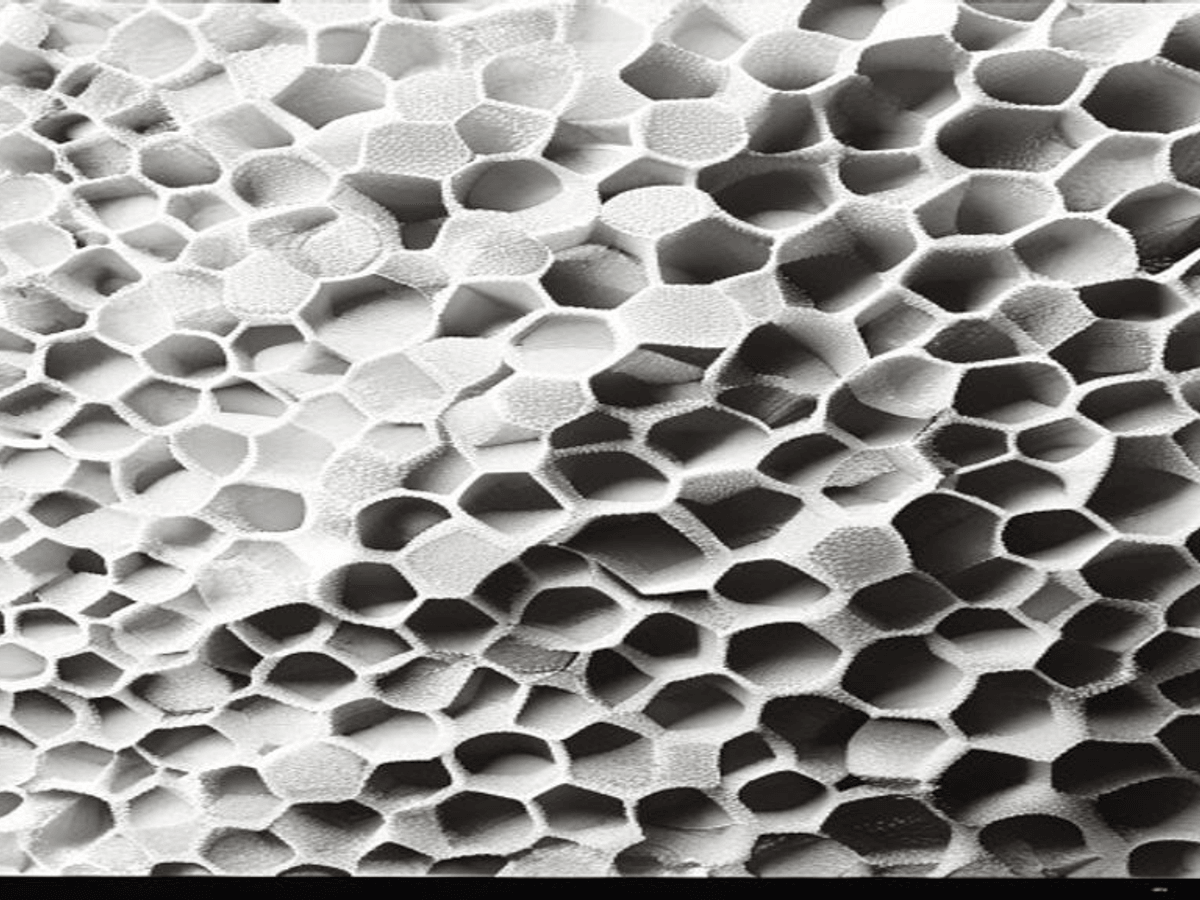
Our cyclopentane PU system
- Avg cell diameter
- ~100 µm
- Closed-cell ratio
- ≥95%
- k-factor (W/m·K)
- 0.019–0.021
- Density uniformity
- ±0.5 kg/m³
Uniform fine cells, intact walls, high closed-cell ratio. Refrigerator cabinet pull-down test passes at 43°C tropical ambient. EU Ecodesign / WHO PQS / ENERGY STAR first-submission pass rate 90%+.
How we measure it: Every shipment of PU raw materials runs through pilot foaming + SEM cell-structure check at our lab. Every commissioned line gets a foam parameter card with these targets — if your operators tune to the card, the foam structure stays in this range. Sample reports available on request.
Illustration · Conceptual SEM micrographs representing typical industry coarse foam (left) vs UREXCEED cyclopentane PU foam quality target (right). Real SEM reports from your specific line available after commissioning.
Application Scenarios
Freezer line outputs cover most cold storage end-use cases.
- Chest freezer (220–800 L commercial chest)
- Upright freezer (200–600 L household / commercial)
- Ice cream display chest freezer (with curved glass top)
- Seafood / fishery cold-chain freezer (-25 to -40°C)
- Ultra-low-temp biomedical freezer (-60 to -86°C)
- Marine / cold-chain logistics freezer (reinforced for shipboard)


Les questions que nous posent les propriétaires d'usine
Qu'est-ce qui change entre ligne congélateur et ligne réfrigérateur ?
Supportez-vous les configurations ultra-basses (-60 °C ou moins) ?
Peut-on convertir une ligne réfrigérateur existante en congélateur ?
Quel est l'investissement typique pour une ligne de 2 000 unités/jour ?
Délai pour une nouvelle ligne congélateur après contrat ?
Optional Add-ons
Extend Your Production Line
Five proven add-ons our 1,800+ customers ask for after their first refrigerator factory line goes live. Discuss with our engineers which fit your spec.
Raw Material Supply
PU MDI / Polyol systems sourced direct from BASF / Covestro / Wanhua, calibrated to your foam specs and climate. Container-load discounts.
Spare Parts Package
2-year wear-parts package — seals, valves, heating elements, sensors. Pre-shipped with the line, no air-freight emergencies.
Robot Integration
ABB / KUKA 6-axis robot for de-molding, demoulding, palletizing or insertion of internal components — boost throughput +30%.
Automatic Demoulding System
Vacuum-assisted demoulding for thin-wall liners and complex geometries — eliminates worker injury, halves cycle time.
Quality Inspection System
Inline foam density, void, k-factor + dimensional QC stations. Auto-reject + traceability log — meets ISO 9001 + EU appliance regulation.
ROI · Cost Analysis
Investment Range & Payback
Indicative range based on 1,800+ delivered lines. Final pricing depends on automation level + add-ons + local labor cost. Request a quote for your spec.
Configuration note: Chest or upright freezer factory: cyclopentane high-pressure machine + freezer cabinet/door moulds + thicker insulation foam process tuning.
Service & Support
Garantie & Service
Intervention sur site disponible dans chaque région où nous avons livré des projets.
On-Site Installation
Our engineers fly to your factory to supervise installation, layout verification, and first-run production.
Commissioning + Tuning
Trial run + parameter tuning to your local raw material, climate, and target product spec — until throughput meets contract.
Operator Training
5-10 day on-site training for production team, QC, and maintenance — bilingual manuals + video tutorials provided.
3-Year Warranty + Spares
Core equipment 3-year warranty, electrical 2-year. Spare parts in stock with global express shipment 24h dispatch.
Cross-Sell · One-Partner Synergy
Pair this line with the rest of the factory
The product groups our refrigerator-factory customers buy alongside this line — for full-line synergy and one-partner accountability.
High-Pressure PU Foaming Machines
Cyclopentane / 2-component / 3-component models. Cyclopentane is the refrigerator industry standard.
Learn moreRefrigerator-grade Moulds
Vacuum-forming moulds for inner liners + foaming moulds for cabinet/door. 30-year mould-cluster network.
Learn morePU Raw Materials System
BASF / Covestro / Wanhua MDI + Polyol — calibrated to your climate, foam density, and cycle time.
Learn morehome.stats.heading
Turnkey Production Lines for Refrigeration Equipment Factories
"From a Single Pump to a Turnkey Line — One Partner Through Every Tier."