Refrigerator Mould (Mold) Buyer's Guide: Types, Materials & Sourcing in 2026
Refrigerator moulds come in two very different forms — vacuum-forming for the liner, foaming for the cabinet. This buyer's guide walks through every refrigerator mould type, materials, precision class, lead time and the 3 sourcing mistakes we see weekly.

Every refrigerator factory needs two mould families: vacuum-forming (ABS/HIPS liner, ±0.05 mm precision, 1M+ cycles) and foaming (Q345 steel clamp, 5–50 ton load, 4–8 min cycle). Six cabinet-specific mould types in 2026 — kitchen / horizontal-freezer / display-cabinet / cake-cabinet / island-freezer / refrigerated-workbench. Cast aluminium for runs under 300K units/year, P20 / Q345 steel for higher volumes. Lead time 60–90 days; budget USD 130K–370K combined tooling for a mid-range line. Three sourcing mistakes: ordering before locking design, splitting vacuum and foaming suppliers, skipping the 100-cabinet trial.
What "refrigerator mould" actually means in the factory
When buyers say refrigerator mould (US: refrigerator mold) they usually mean one of two very different tools. The first is the vacuum-forming mould that pulls a heated ABS or HIPS sheet over a cavity to produce the inner liner — the white plastic compartment you see when you open a fridge door. The second is the foaming mould, the heavy steel jacket that clamps the cabinet from all sides while polyurethane foam expands inside the wall. A working refrigerator factory needs both. They are usually quoted, scheduled and shipped together, which is why this guide treats them as one purchasing decision.
Mixing them up is the most common sourcing mistake we see. Buyers visit a vacuum-forming workshop, are quoted a fast lead time on an aluminium liner mould, and then six weeks later discover the line cannot run because the foaming mould — a different shop, a different metallurgy, a different precision class — has not even started fabrication. The 2026 reality across China's Chuzhou–Kunshan refrigeration mould cluster is that the two trades remain specialized: a single supplier covers either side, rarely both at world-class level.
The two-mould pair every refrigerator factory needs
Every refrigerator production line runs the same two-stage sequence:
- Vacuum-forming stage. A 1.5–4 mm ABS or HIPS thermoplastic sheet is heated to 150–190 °C and pulled over the vacuum-forming mould. The liner takes its shape — shelf rails, evaporator pocket, crisper drawer slots — in 30–60 seconds. Mould cavity tolerance: ±0.05 mm. Visible surface, so finish (polished / sandblasted / etched-texture) matters.
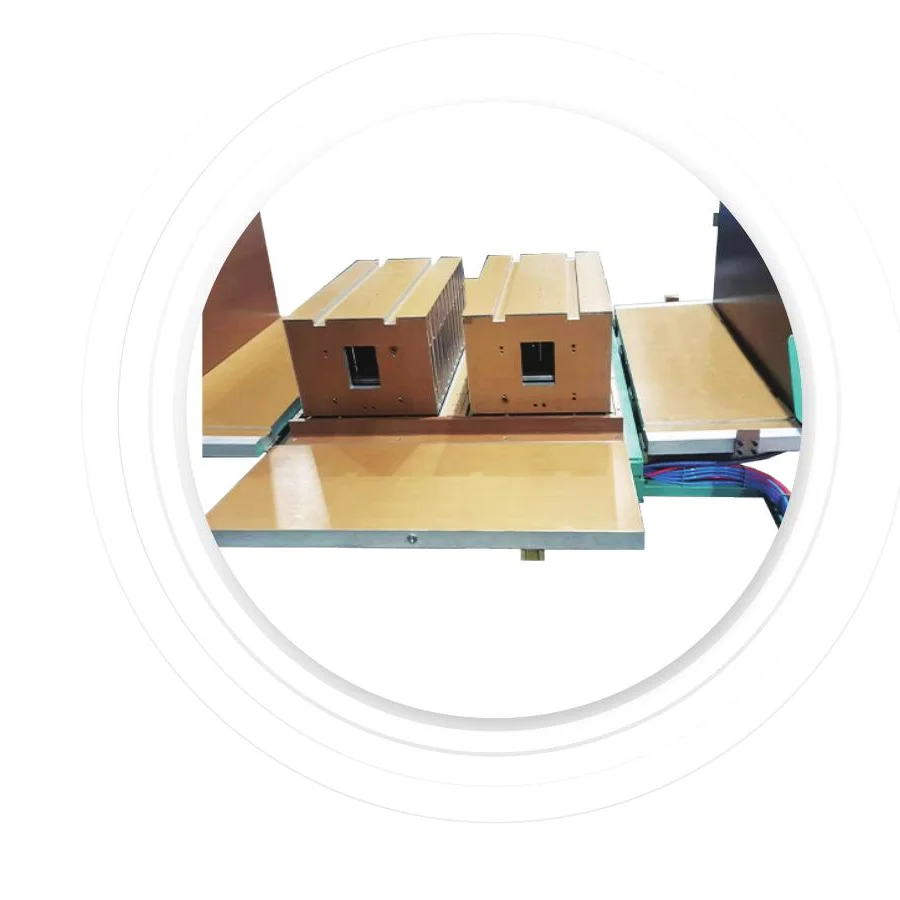
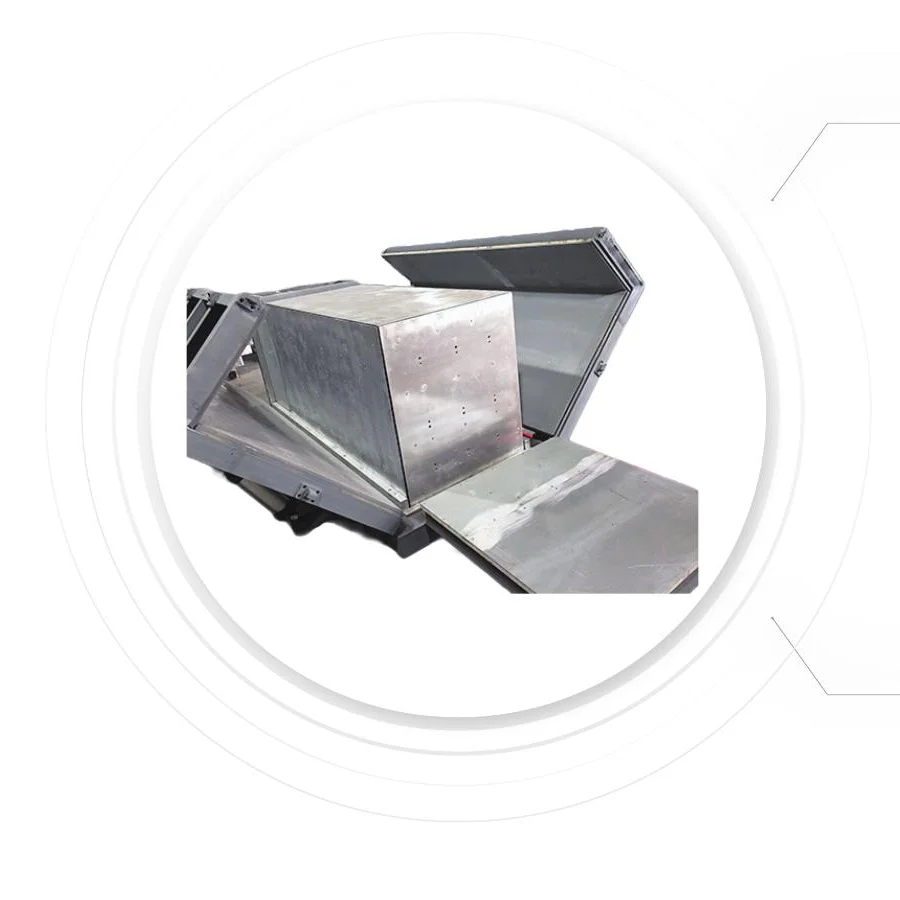
- Foaming stage. The formed liner is bonded to the outer steel cabinet. The cavity between is then injected with rigid PU foam. The cabinet is held inside the foaming mould — a Q345 steel structure clamping at 5–50 tons — to prevent the cabinet from bowing under foam expansion pressure. Cycle time 4–8 minutes per cabinet, dominated by foam cure time, not mechanical motion.
For a deeper side-by-side comparison of the two mould technologies, see our vacuum forming vs foaming mould comparison.
Refrigerator mould types by cabinet

Cabinet geometry decides everything about a refrigerator mould — cavity dimensions, clamping force, cure schedule, fixture compatibility. Below are the six refrigerator mould families we routinely build in 2026, mapped to the cabinet types they produce:
- Mould for upright kitchen refrigerators — commercial 2-door / 4-door / 6-door stainless cabinets, up to 1,900 × 900 × 2,000 mm. Deep cavities, long mould life, energy-efficient cabinet wall thickness.
- Mould for chest (horizontal) freezers — single-temperature single-top, single-temperature double-top, and dual-temperature double-top variants. Up to 1,500 × 700 × 900 mm cabinet, 6–10 min curing per shot.
- Mould for upright glass-door display cabinets — single / double / triple glass-door beverage display cabinets and supermarket display refrigerators. Up to 1,900 × 700 × 1,300 mm, ~30 s/shot on automated lines.
- Mould for cake / dessert display cabinets — high-precision cast aluminium tooling for curved-glass cabinets, front-door cavities, irregular shells. Fluid-foaming optimization for complex geometries.
- Mould for supermarket island freezers — long-cavity tooling for 2–3 m island freezer cabinets. Single-gun-head one-end horizontal filling avoids long-cabinet foaming defects.
- Mould for refrigerated workbench / chef base — 2-door, 3-door, 4-door chef base / sandwich prep / pizza prep / salad prep cabinets up to 2,600 × 1,100 × 1,100 mm.
The selection is not academic. A refrigerator mould tooled for an upright kitchen cabinet cannot be reused for a chest freezer — the cavity geometry, gating, vent design and clamping pattern are all different. Buyers running mixed-SKU lines should expect a separate mould per cabinet family, paired with a shared refrigerator mould fixture / carrier that adapts between mould sets.
Materials: aluminium vs steel — what changes
The metal choice is dictated by lifecycle volume, cycle pressure and heat transfer requirements:
- Cast aluminium (ZL105, LY12, A7075). Used for both vacuum-forming and foaming moulds when production volume is under ~300,000 units per year and cycle time matters. Fast heat transfer, lighter clamp loads, easier to repair. Most cake / display / workbench moulds are aluminium because the cavity geometry is too complex for steel machining economics.
- P20 tool steel (vacuum forming) / Q345 welded steel (foaming). For volumes above 300,000 units/year and for cabinets exceeding 1.5 m. Higher dimensional stability under thermal cycling. Recommended where lifecycle exceeds 1,500,000 cycles or the mould carries injection-cavity inserts.
For polyurethane chemistry constraints on the foam side — closed-cell rigid PU formulated for refrigerator insulation — see the ECHA REACH framework (governs MDI / polyol / blowing-agent compliance for EU shipments) and our own PU foam density and k-factor guide for the density targets each cabinet class needs.
Precision, lifespan and cycle expectations
A refrigerator mould is a long-term asset. Buyers underestimate this in pricing comparisons, then regret it when the cheaper supplier's tool needs a full recut at 400,000 cycles. 2026 benchmarks we hold for refrigerator moulds:
- Cavity precision: ±0.05 mm (vacuum-forming), ±0.5 mm parallelism (foaming clamp).
- Surface finish: vacuum-forming moulds polished or texture-etched to brand specification; foaming moulds need no visible finish.
- Cycle life: 1,000,000+ shots for cast aluminium vacuum-forming with scheduled polish re-work every 200,000 cycles; 2,000,000+ for P20 steel; foaming moulds typically retired at 1,000,000 cabinets due to clamping-mechanism wear rather than cavity wear.
- Cycle time: 30–60 s (vacuum), 4–8 min (foaming).
If a supplier cannot quote these numbers with documented test data, treat the quote as incomplete. ISO 15502 (household refrigerating appliances — characteristics and test methods) is the reference standard most refrigerator brands hold their mould suppliers to for dimensional repeatability.
How to source a refrigerator mould (and three sourcing mistakes we see weekly)
After 30 years inside this industry and 1,800+ projects delivered across 40+ countries, the three sourcing mistakes that consistently kill new refrigerator factory projects are:
- Ordering the mould before locking the cabinet design. Buyers receive ID drawings from a designer, send them to a mould shop, and then six weeks later the OEM brand requests a 12 mm change to the door pocket. Re-cutting cast aluminium is not free. Lock the cabinet design and run a CEN-aligned dimensional review before any mould tooling starts.
- Sourcing the vacuum-forming mould and foaming mould separately without integration drawings. The two moulds must share registration datums or the liner-cabinet fit fails. The most reliable practice is to commission both from a single integrator who holds the master assembly tolerance file.
- Skipping the foaming-mould trial. Suppliers who ship a foaming mould without a 100-cabinet trial — running real polyol, real isocyanate, real cycle times — leave the buyer to discover gating problems on a customer's production line. Always insist on a witnessed trial before sea freight.
If you intend to run a turnkey refrigerator factory, the mould purchase belongs inside the line scope, not as a separate procurement track. Our turnkey vs equipment-only comparison shows why splitting them out usually costs more.
Lead time, MOQ and payment terms in 2026
Typical commercial terms we publish for refrigerator moulds in 2026:
- Lead time: 60–90 days from frozen design release to factory-acceptance test. Add 30–45 days for sea freight depending on destination port.
- MOQ: 1 set per cabinet model. Most buyers commission 2–4 cabinet variants together to share fixture engineering cost.
- Payment terms: typically 30% deposit, 60% on FAT pass, 10% on SAT (site acceptance test) 60 days after installation. Letter-of-credit-friendly terms available for first-time buyers.
- Documentation: full FAT report including dimensional CMM measurement, surface roughness scan, cycle test results (minimum 100 trial cabinets) and signed warranty schedule.
For freezer-specific mould selection (chest vs upright vs island), see our freezer mould selection guide. For broader refrigerator factory planning, the 12-criteria supplier evaluation covers what to ask before issuing a purchase order.
Frequently asked questions
The questions below are aggregated from buyer enquiries we received over the past 24 months. They cover the recurring confusion points around refrigerator mould purchasing, sized for 2026 buyers.
Next step
A refrigerator mould is the most committing purchase in a refrigerator factory build — once cut, it dictates a decade of cabinet variants. If you are preparing to issue a tender, our team can walk through the cabinet drawings with you, advise on mould count, propose materials and lead time, and tie the mould scope back to a working refrigerator production line. Send the cabinet ID drawing and we will reply within one working day with a structured mould-by-mould proposal.
Produits mentionnés dans cet article

Prêt à planifier votre projet frigorifique ?
Indiquez-nous votre objectif de production et votre gamme de produits — notre équipe répond avec un plan de capacité et un devis sous trois jours ouvrés.
Demander un devis techniqueArticles associés

Cold Chain Market Outlook to 2031: USD 455 Billion and What It Means for Refrigeration OEMs
The global cold chain market is heading toward USD 455 billion by 2031. We translate the headline into equipment decisions — which regions and product categories grow fastest, how regulation rewrites every spec sheet, and what it means for your next production line.

Cold Storage Panel Production Line — Setup, Cost & Capacity Guide
A complete guide to investing in a cold storage sandwich panel production line: 5 core stations, capacity planning tables, USD 450K–1.09M investment breakdown, quality standards, and a 4–6 month project timeline.

Cold Storage Temperature Zones: Insulation Thickness and R-Value Specifications for +4°c to -40°C
Five standard cold storage temperature zones — from +8°C chilled to -86°C ultra-low — each require specific PU foam panel thickness, density, and vapor barrier. This guide maps ASHRAE and IIR zone classifications to the panel specifications manufacturers need to quote.