
Soluciones para
Líneas de Paneles para Cámaras Frigoríficas en la Construcción de Almacenamiento en Frío Industrial
Las cámaras frigoríficas se construyen con paneles sándwich continuos — núcleo de espuma de PU entre revestimientos de acero. Suministramos la línea de producción continua de paneles para cámaras frigoríficas (10 – 40 paneles por hora), los sistemas de espuma proyectada para el relleno in situ y el suministro de materia prima de PU. Los paneles van desde 50mm de espesor (cámaras de refrigeración) hasta 200mm (cámaras congeladoras industriales).
In one line
Capacidad a escala industrial: líneas de producción continua de hasta 40 paneles/hora con paquete completo de maquinaria (perfiladoras, estaciones de encolado, prensa de doble banda).

- Food processing plants
- Cold chain logistics parks
- Pharmaceutical cold storage
- Supermarket central kitchens
Real Pains We Hear from Buyers — and What We Ship to Solve Each One
Four pains every cold-room-panel factory founder brings us. Our line ships with the fix for each.
Panels fail EN 14509 bond-strength test — steel skin separates from PU core in pull-off test
EN 14509 bond strength ≥0.10 MPa requires steel-skin chemical pre-treatment + PU adhesion calibration + press temp/time control. Our line ships with: PPGI steel skin specifically primed for PU bonding, calibrated cyclopentane PU adhesion package, hot-press 35–45°C control. Field-tested bond strength: 0.12–0.18 MPa, well above minimum.
Continuous press throughput 4 m/min on paper but real-world output is only 2.5 m/min — utilization gap eats my margin
Press throughput drops below spec when foam rise time + line speed + cure profile don't align. Our engineering tunes PU formulation rise time (90–120s) to match your target line speed (3–5 m/min). Pre-shipment FAT runs your actual panel spec on our test line to confirm throughput before crating. Field utilization typically 85–95% of rated speed.
Discontinuous vs continuous press — buyer offers different deal sizes, I don't know which line to invest in
Below 800K m²/year → discontinuous (lower capex USD 800K–1.5M, flexible thickness/length). Above 800K m²/year → continuous (USD 2.5M–5M capex, faster throughput, narrower thickness range). Mixed deals: most factories start with discontinuous, upgrade to continuous after 24 months when commercial orders stabilize.
Fire reaction EN B-s2,d0 needed for EU cold-room tender — my current panels only achieve E-class
Fire reaction class is driven by PU formulation chemistry (flame retardant package) + steel skin thickness + panel joint design. Our PU formulation includes the FR additive package certified to EN B-s2,d0 (limited combustibility). We supply the test certificate pack so EU tender submission has the EN 14509 + fire reaction class B documented.

Lo que necesitas
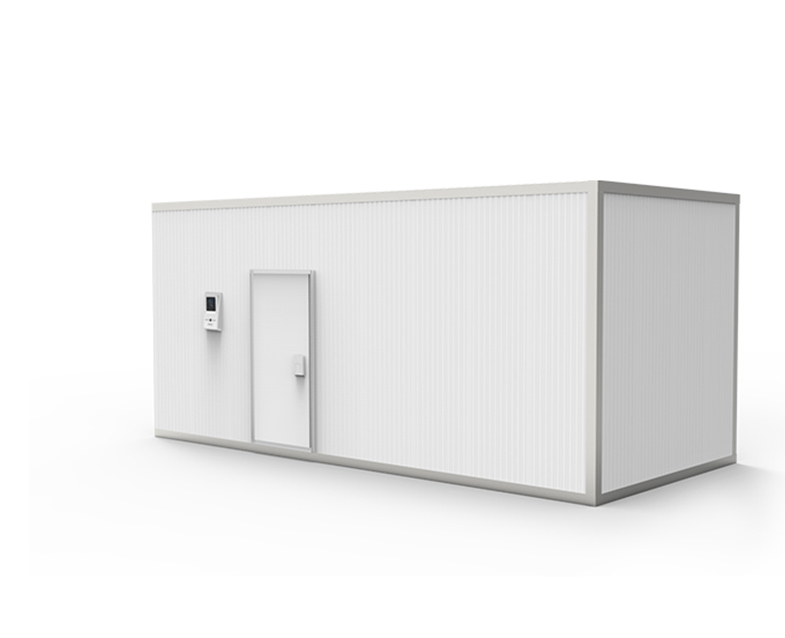
Línea de paneles para cámaras frigoríficas
Línea continua, 10–40 paneles/hora, 50–200 mm
Más información
Ferretería y accesorios
Bisagras, sellos, manijas, iluminación LED, evaporadores y condensadores
Más información yongjiapu.com
yongjiapu.com
Máquina de espumado PU de alta presión
100–1.500 g/s, 2–4 componentes, Siemens PLC
Ver en yongjiapu.com
Sistema de materia prima PU
Poliol + isocianato + agente espumante, k-factor hasta 0,018
Más información yongjiapu.com
yongjiapu.com
Máquina de rociado PU
Sistema móvil de aislamiento rociado, 5–20 kg/min
Ver en yongjiapu.comFrom inquiry to first commercial unit — the 6-step delivery flow
From inquiry to first cold-room panel rolling off your line. ~10 months for a discontinuous press line; ~12 months for continuous press.
- 1
Inquiry & Volume Scoping
Week 1–2Share target annual m² output, panel thickness range (50–200 mm), steel skin spec (PPGI / PPGL / stainless), target end-markets (industrial cold storage, refrigerated truck body, food processing, modular cold rooms). 1-page proposal in 5 days.
- 2
Detailed Proposal & Press Configuration
Week 2–4Engineering picks discontinuous vs continuous press based on volume target. Sized for your steel skin spec + foam thickness range. PU formulation specced (cyclopentane standard, HFO for ULT). Quote with 22-line BOM in 14 days.
- 3
Contract & Panel Design Freeze
Week 4–830% down. Panel CAD + steel skin profile + joint geometry frozen. Fire-reaction class certification target signed off.
- 4
Mould + Continuous Press Build
Month 3–8Press: 90–120 days. PU machine: 60 days. Foaming + steel coil handling stations: 60 days. Pre-shipment FAT — we run your actual panel spec on our test line and ship the production validation report.
- 5
Sea Freight & On-Site Installation
Month 8–116–10 × 40' containers from Shanghai/Ningbo. On-site installation 5–7 weeks (longest among cabinet lines). Building floor reinforcement + 6m+ ceiling height + continuous floor 30m+ required.
- 6
Commissioning, EN 14509 Testing & Acceptance
Month 11–12First 2000 m² panel produced and tested through EN 14509 bond strength + fire reaction + thermal conductivity protocols. Operator training. Acceptance signed when 1000 consecutive m² pass spec. 60% payment due here, 10% after 6-month production volume verification.

Por qué esta línea funciona — respaldado por las especificaciones reales
Líneas de producción continua de paneles diseñadas para contratistas de construcción de cámaras frigoríficas — utillaje y escala diferentes al OEM de gabinetes.
Línea continua de paneles sándwich a 10–40 paneles por hora
Línea de espumado continuo para paneles sándwich (50–200 mm de grosor) a una cadencia de 10–40 paneles por hora según grosor y material de revestimiento. Revestimientos de acero (PPGI / inoxidable) unidos al núcleo de espuma PU en un proceso continuo único — sin espumado por lotes, sin limitaciones de gabinete.
Grosor de panel de 50 mm para cámara de refrigeración a 200 mm para congelador industrial en una sola línea
Una sola plataforma cubre paneles de 50 mm (cámaras de refrigeración 0 a 5°C), 100 mm (temperatura media -5 a -18°C), 150–200 mm (congelación profunda -25 a -40°C industrial). El grosor se ajusta modificando la separación de la prensa de doble banda, sin cambiar la línea.
Relleno in situ con espuma proyectada para geometrías irregulares
Para formas de cámara frigorífica no estándar (edificios rehabilitados, techos irregulares), suministramos sistemas de espuma proyectada para relleno de aislamiento in situ. Producción de 8–25 kg/min de espuma PU, densidad ajustable de 32–48 kg/m³ para la aplicación.
Utillaje de sistema de enclavamiento / conexión de paneles incluido
Los sistemas de conexión de paneles tipo cam-lock y machihembrado vienen pre-configurados — necesarios para que las cámaras montadas mantengan la continuidad del aislamiento en las juntas. Estandarizados para encajar en las especificaciones de los principales instaladores de paneles en UE y Oriente Medio.
Customization Options
Industrial cold-room contractors spec panels to EN 14509 + fire reaction class. 4 axes per project tender.
Panel thickness
50 / 80 / 100 / 120 / 150 / 200 mm. Continuous press line covers 50–200 mm; discontinuous covers 50–250 mm.
Steel skin
PPGI / PPGL / stainless. 0.4 / 0.5 / 0.6 / 0.8 mm gauge. Chemical pre-treatment calibrated for PU bond strength ≥0.10 MPa.
Fire reaction class
Standard E (PU + FR additive) / B-s2,d0 (EU cold-room tender). Test certificate pack with line.
Line throughput
Discontinuous press USD 800K–1.5M (240K–800K m²/year) / continuous press USD 2.5M–5M (800K–2M m²/year).
Foam Quality Visualization — what closed-cell structure actually looks like
The single biggest predictor of refrigerator cabinet thermal performance is the foam cell structure. Closed-cell ratio, average cell diameter and density uniformity decide whether your cabinet holds -18°C in 35°C ambient — or fails the EU Ecodesign type-test. Here's what fine and coarse PU foam look like under a scanning electron microscope.
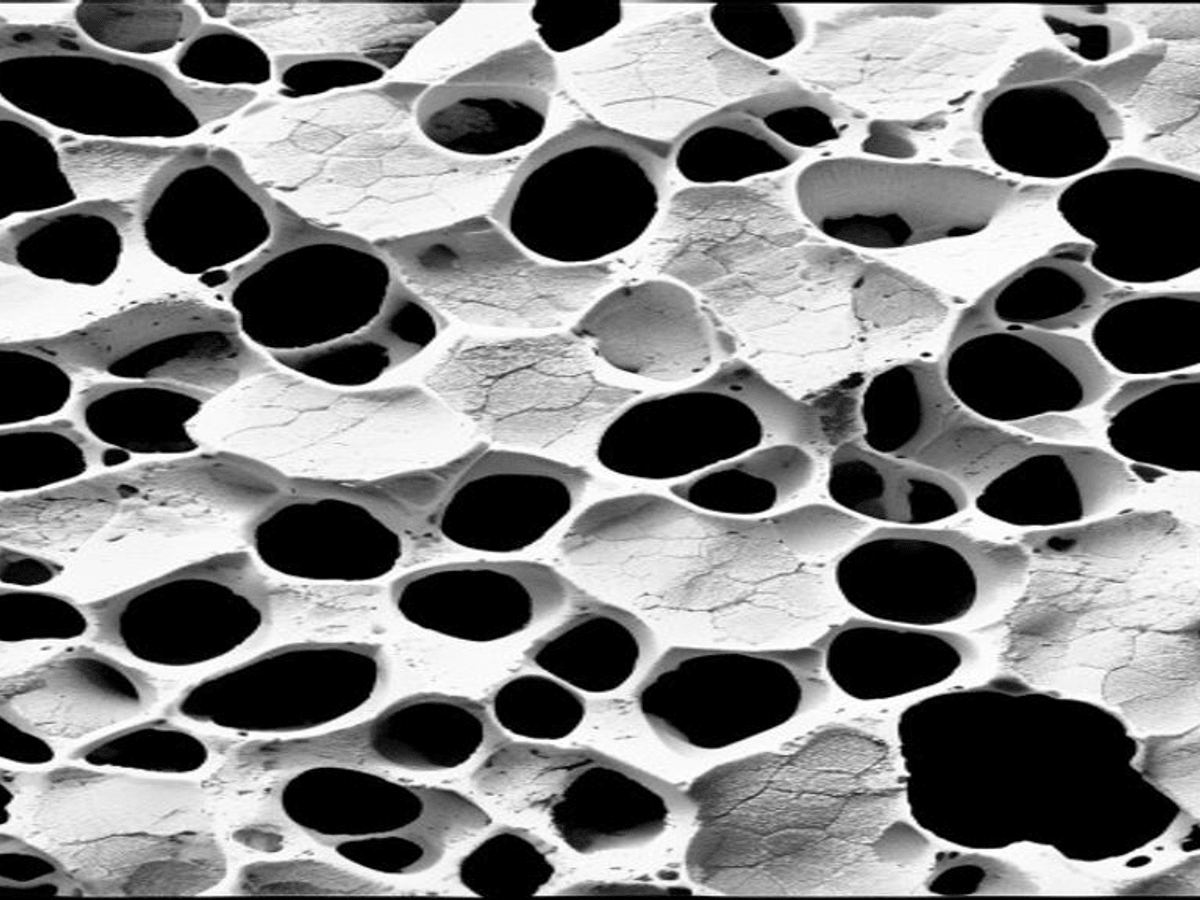
Industry-typical low-grade PU
- Avg cell diameter
- ~400 µm
- Closed-cell ratio
- 85–90%
- k-factor (W/m·K)
- 0.025–0.028
- Density uniformity
- ±5 kg/m³
Visible voids, broken cell walls, large irregular cells. Refrigerator cabinet pull-down test fails at 32°C+ ambient. EU Ecodesign type-test fails first submission.
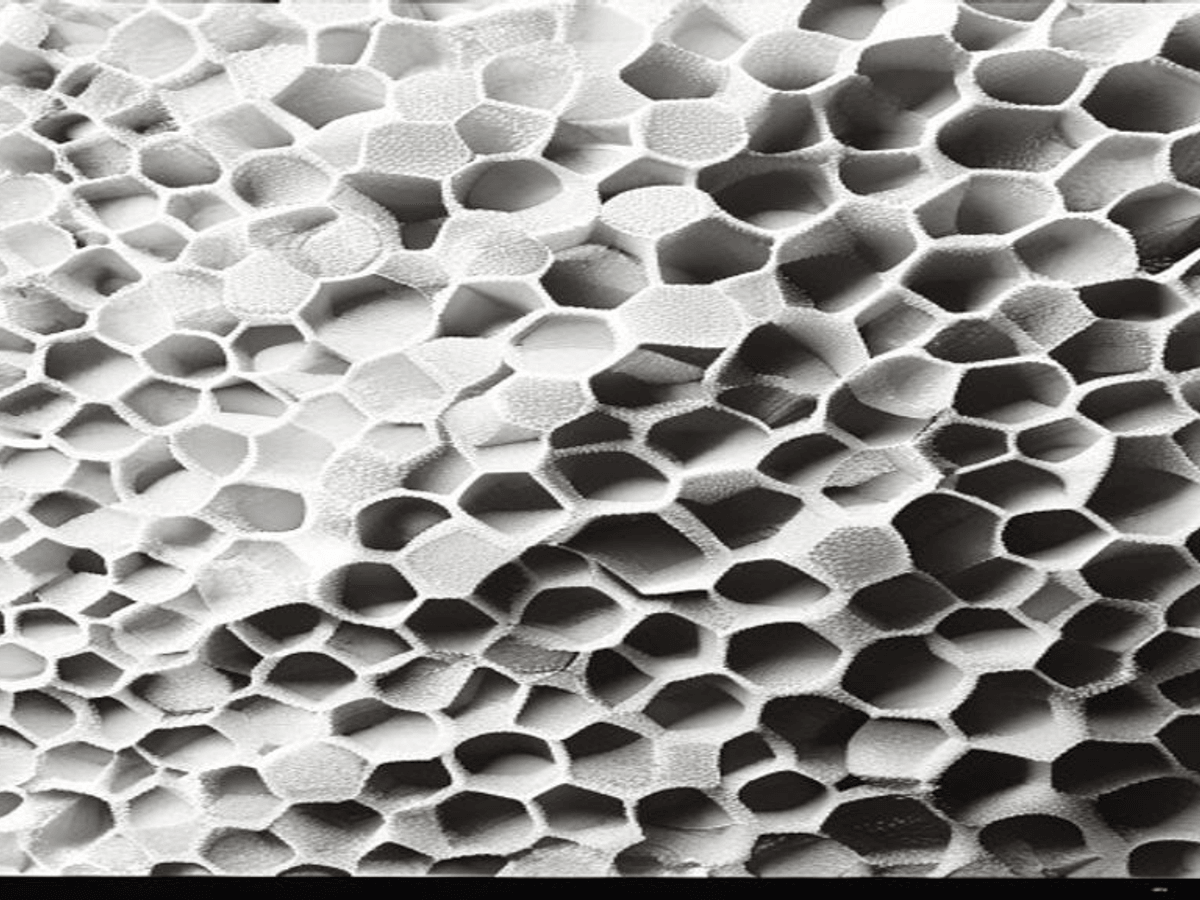
Our cyclopentane PU system
- Avg cell diameter
- ~100 µm
- Closed-cell ratio
- ≥95%
- k-factor (W/m·K)
- 0.019–0.021
- Density uniformity
- ±0.5 kg/m³
Uniform fine cells, intact walls, high closed-cell ratio. Refrigerator cabinet pull-down test passes at 43°C tropical ambient. EU Ecodesign / WHO PQS / ENERGY STAR first-submission pass rate 90%+.
How we measure it: Every shipment of PU raw materials runs through pilot foaming + SEM cell-structure check at our lab. Every commissioned line gets a foam parameter card with these targets — if your operators tune to the card, the foam structure stays in this range. Sample reports available on request.
Illustration · Conceptual SEM micrographs representing typical industry coarse foam (left) vs UREXCEED cyclopentane PU foam quality target (right). Real SEM reports from your specific line available after commissioning.
Application Scenarios
Cold-room panels serve industrial, logistics, and pharmaceutical buyers.
- Food processing cold storage (meat / poultry / dairy)
- Frozen seafood warehouse (-25 to -40°C)
- Pharmaceutical cold storage (vaccine warehouse, +2 to +8°C)
- Supermarket central kitchen cold room
- Refrigerated truck body sidewall & roof panels
- Modular cold room (prefab, ship-and-assemble)
Preguntas que nos hacen los dueños de fábrica
¿Cuál es la inversión típica para una línea continua de paneles de cámara frigorífica?
¿Pueden suministrar sistemas de espuma proyectada para aplicación in situ de forma independiente?
¿Suministran la planta de refrigeración para la cámara frigorífica?
¿Cuál es el coste típico de panel por metro cuadrado producido en una línea adquirida con ustedes?
¿Cuánto tiempo se tarda en poner en marcha una línea continua de paneles?
Optional Add-ons
Extend Your Production Line
Five proven add-ons our 1,800+ customers ask for after their first refrigerator factory line goes live. Discuss with our engineers which fit your spec.
Raw Material Supply
PU MDI / Polyol systems sourced direct from BASF / Covestro / Wanhua, calibrated to your foam specs and climate. Container-load discounts.
Spare Parts Package
2-year wear-parts package — seals, valves, heating elements, sensors. Pre-shipped with the line, no air-freight emergencies.
Robot Integration
ABB / KUKA 6-axis robot for de-molding, demoulding, palletizing or insertion of internal components — boost throughput +30%.
Automatic Demoulding System
Vacuum-assisted demoulding for thin-wall liners and complex geometries — eliminates worker injury, halves cycle time.
Quality Inspection System
Inline foam density, void, k-factor + dimensional QC stations. Auto-reject + traceability log — meets ISO 9001 + EU appliance regulation.
ROI · Cost Analysis
Investment Range & Payback
Indicative range based on 1,800+ delivered lines. Final pricing depends on automation level + add-ons + local labor cost. Request a quote for your spec.
Configuration note: Discontinuous press: USD 800K–1.5M, payback ~24 months. Continuous press: USD 2.5M–5M, payback ~16 months at 800K+ m²/year. Includes EN 14509 + fire-reaction class B testing rigs.
Service & Support
Garantía y Servicio
Intervención in situ disponible en todas las regiones donde hemos entregado proyectos.
On-Site Installation
Our engineers fly to your factory to supervise installation, layout verification, and first-run production.
Commissioning + Tuning
Trial run + parameter tuning to your local raw material, climate, and target product spec — until throughput meets contract.
Operator Training
5-10 day on-site training for production team, QC, and maintenance — bilingual manuals + video tutorials provided.
3-Year Warranty + Spares
Core equipment 3-year warranty, electrical 2-year. Spare parts in stock with global express shipment 24h dispatch.
Cross-Sell · One-Partner Synergy
Pair this line with the rest of the factory
The product groups our refrigerator-factory customers buy alongside this line — for full-line synergy and one-partner accountability.
High-Pressure PU Foaming Machines
Cyclopentane / 2-component / 3-component models. Cyclopentane is the refrigerator industry standard.
Learn moreRefrigerator-grade Moulds
Vacuum-forming moulds for inner liners + foaming moulds for cabinet/door. 30-year mould-cluster network.
Learn morePU Raw Materials System
BASF / Covestro / Wanhua MDI + Polyol — calibrated to your climate, foam density, and cycle time.
Learn morehome.stats.heading
Turnkey Production Lines for Refrigeration Equipment Factories
"From a Single Pump to a Turnkey Line — One Partner Through Every Tier."