Freezer Mould Selection Guide: Chest vs Upright vs Display Cabinet
A freezer mould is not one product — chest (horizontal), upright and display (island / glass-door) freezers each need a different mould geometry, clamping load and cure schedule. This guide picks the right freezer mould family by cabinet size, volume and operating temperature.

Three freezer mould families. Chest (horizontal) freezer mould: 200–700 L cabinets, 8–20 ton clamp, 6–10 min cure, three top variants. Upright freezer mould: kitchen-refrigerator tooling family with thicker walls and door-frame gasket inserts; foam density 40–45 kg/m³ for −18 °C operation. Display freezer mould: glass-door beverage and supermarket island variants — long-cavity island freezers need one-end horizontal filling to avoid foam voids. Cabinet over 2.0 m? Always island mould. Glass-door retail display? Display mould with heated-gasket pocket. Top-loading deep freeze? Chest mould. FAT: 100 trial cabinets minimum + CMM dimensional report + CT foam-density scan.
Three freezer types, three mould approaches
A freezer mould is not a single product. Buyers walk into our shop and ask for "a freezer mould" the way one might ask for "a tyre" — without specifying car, truck or aircraft. The right answer depends on the freezer cabinet: chest (horizontal), upright (vertical) or island / display. Each has a different cavity geometry, a different clamping load, a different cycle time, and — critically for buyers — a different lifecycle economics. This guide walks through the three families, what changes between them, and how to pick the right freezer mould for your factory.
If your factory will also produce refrigerators, see our refrigerator mould buyer's guide first — the same supplier should quote both as one purchase, not two.
Chest (horizontal) freezer mould
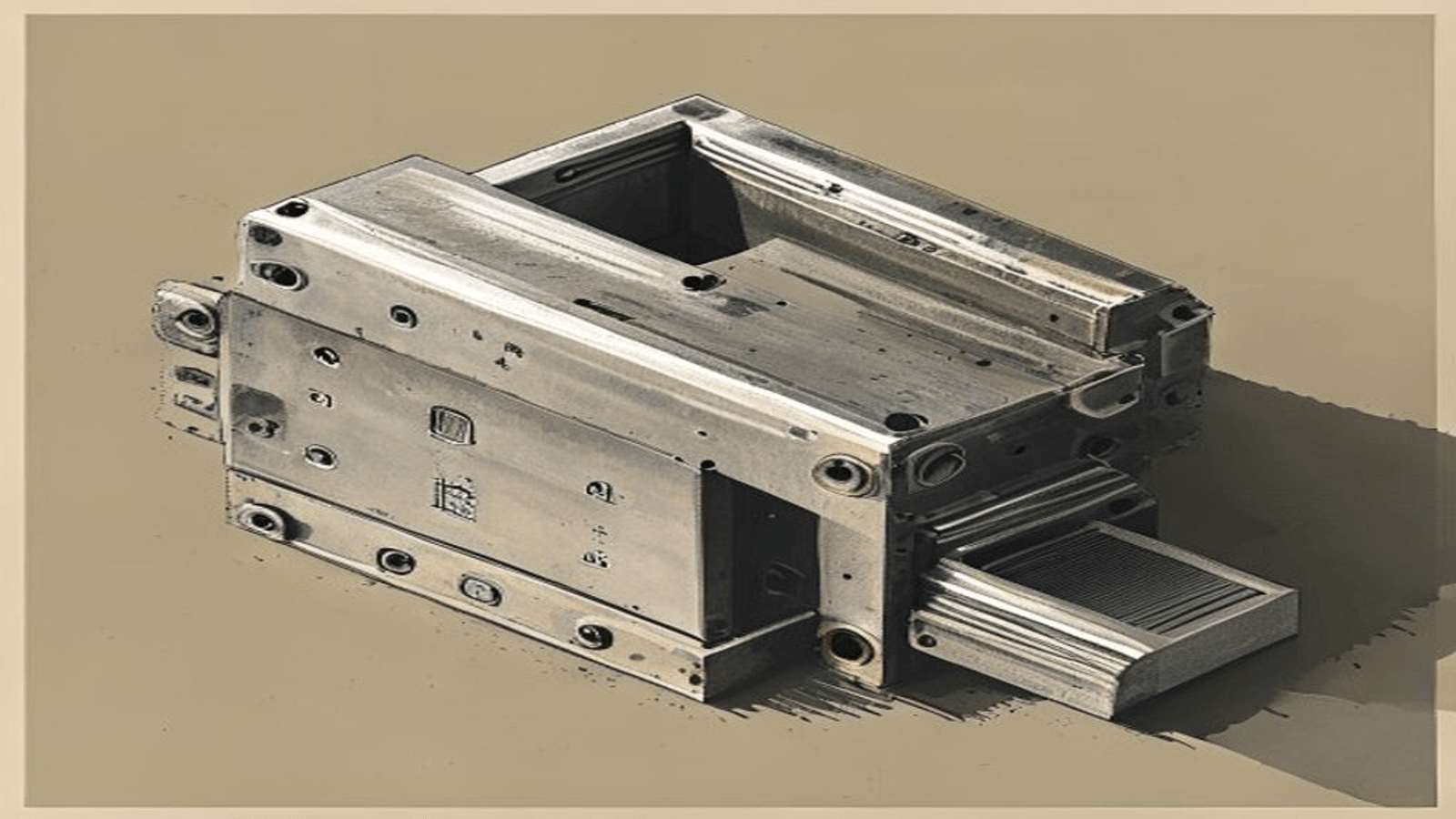
The chest freezer is the classic top-loading commercial cabinet — supermarket frozen-food bins, ice-cream merchandisers, blood-bank storage. Cabinet sizes range from 200 L (≈1.0 × 0.5 × 0.85 m) to 700 L (≈2.0 × 0.7 × 0.95 m). The freezer mould for chest cabinets we build covers three operational variants:
- Single-temperature single-top. One compartment, one lid. Simplest mould geometry, lowest cost, used for ice-cream display and food retail freezing.
- Single-temperature double-top. One thermal zone, two access lids. Mould includes a partition feature for the lid frame.
- Dual-temperature double-top. Refrigerator-and-freezer combo cabinet — two thermal zones, two lids, integrated thermal break. Highest mould complexity.
Typical specs: cast aluminium ZL105 or LY12 body, cavity tolerance ±0.05 mm, clamping 8–20 tons depending on cabinet length, cure time 6–10 minutes per shot. Mould lifespan 1,000,000+ cabinets with scheduled polish re-work.
Upright freezer mould
Upright freezers share most tooling vocabulary with upright refrigerators. The mould cavity is taller, the wall thickness is greater (insulation requirements are more demanding for −18 °C operation), and the door-frame fitting must accommodate gaskets that survive freeze–thaw cycling. In practice we run upright freezer cabinets on our mould for upright kitchen refrigerator tooling family, with adjustments to:
- Wall thickness gating — wider PU foam injection cavities for the 60–80 mm wall freezers need.
- Cure schedule — slightly longer holds to allow denser foam (40–45 kg/m³ vs the 32–36 kg/m³ typical for refrigerators) to set without sink marks.
- Door-frame inserts — replaceable inserts for the gasket retention rail.
Foam density and k-factor selection for −18 °C and colder operation is covered in our PU foam density guide. Wall-thickness vs energy-class trade-offs follow the same logic as EU Ecodesign Regulation 2019/2019 for household refrigerating appliances.
Display freezer and island freezer mould
Display freezers are the toughest freezer mould challenge. Two geometries dominate:
- Upright glass-door display freezers — beverage merchandisers operated at 0 to −15 °C with single, double or triple glass doors. We use the mould for upright glass-door display cabinet tooling, modified for the colder thermal load: thicker side walls (70–90 mm), reinforced bottom frame for compressor mount weight, integrated heated-gasket pocket on the door frame to prevent condensation.
- Supermarket island freezers — long-cavity open-top freezers, typically 2.0–3.0 m long, sold to retail chains. The cavity is too long for centre-fill PU foaming — gates flood unevenly and the far end of the cabinet shows voids. Our island freezer mould uses a single-gun-head one-end horizontal filling approach: foam is injected from one end with a pre-determined flow front velocity. Defect rates drop from 8–12% to under 2%.
Cake / dessert display freezers — a sub-family with curved glass and irregular shells — need the cake / dessert display cabinet mould with fluid-foaming optimization.
How to choose between them by cabinet size and volume
The decision tree we walk through with new freezer factory buyers:
- Cabinet length over 2.0 m? → Island / long-cavity freezer mould. Centre-fill PU foaming will fail; you need a one-end-fill mould design.
- Glass-door cabinet for retail display? → Display freezer mould with heated-gasket pocket and reinforced bottom frame. Skip the standard chest tooling.
- Top-loading deep-freeze for supermarket / ice-cream? → Chest freezer mould. Choose single-top vs double-top by retail merchandising preference, not by mould cost.
- Vertical home-style freezer or commercial upright? → Upright kitchen refrigerator mould family with freezer-grade wall thickness adjustments.
- Annual production over 300,000 units? → Specify P20 tool steel for the vacuum-forming side. Aluminium still acceptable for foaming.
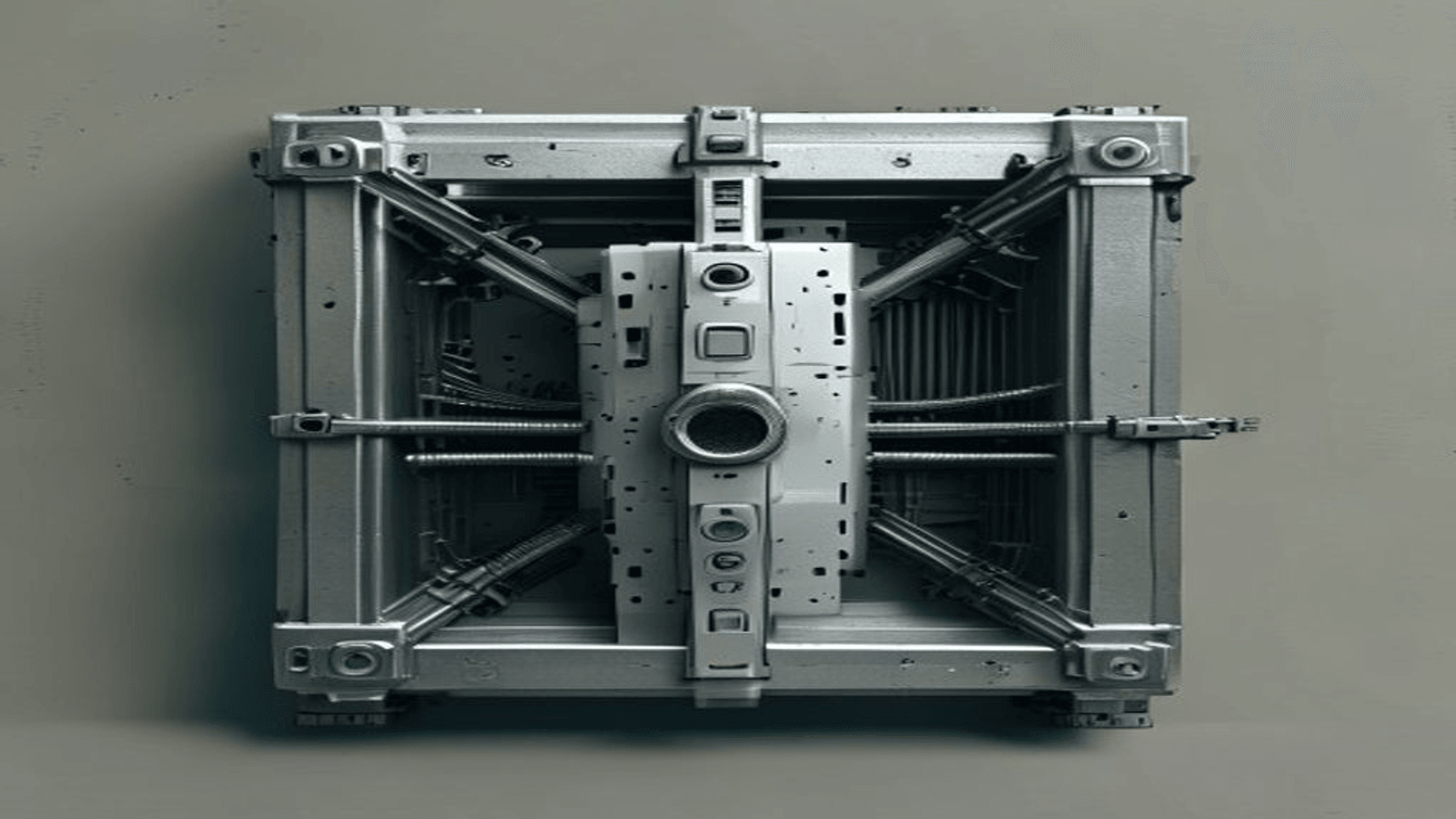
Materials, lifespan and FAT requirements
Freezer moulds operate at higher clamping loads than refrigerator moulds (the foam is denser, the wall is thicker, the expansion pressure peaks higher). Material expectations:
- Foaming mould frame: Q345 welded steel with stress-relieving heat treatment after welding. Aluminium platens for fast thermal cycling.
- Vacuum-forming mould: cast aluminium ZL105 / LY12 for runs under 300,000 cabinets/year; P20 tool steel for higher volumes.
- Clamping force: 10–25 tons typical for chest freezers, 20–40 tons for island freezers.
- Lifespan: 800,000–1,000,000 cabinets for foaming side; 1,000,000+ for vacuum-forming side. Foaming clamp wear, not cavity wear, is the typical retirement signal.
- FAT (Factory Acceptance Test): minimum 100 trial cabinets run before sea freight, with CMM dimensional report, foam-density CT scan on 5 cabinets, and signed performance warranty. ISO 15502 tolerance class compliance documented.
Pairing the freezer mould with PU foaming systems
A freezer mould only performs as well as the PU foaming system feeding it. The pairing logic:
- Chest freezer → high-pressure cyclopentane PU machine + ~32–36 kg/m³ closed-cell rigid PU foam.
- Upright freezer → high-pressure cyclopentane PU machine + ~40–45 kg/m³ density for −18 °C wall performance.
- Display freezer (glass-door) → high-pressure PU + integrated heated-gasket assembly. Foam density 38–42 kg/m³.
- Island freezer → high-pressure PU with one-end-fill gun head and modified pour profile. Density 38–42 kg/m³.
For machine selection details, see our high-pressure vs low-pressure PU foaming machine guide. For blowing-agent choice (cyclopentane is the de-facto standard for freezer-grade insulation), our blowing agents comparison covers the EU / US regulatory landscape.
Frequently asked questions
The questions below are the recurring ones we answer for freezer-mould enquiries — supermarket retail buyers, commercial cold-chain factories, ice-cream OEM brands and frozen-food integrators.
Next step
Send us your freezer cabinet ID drawing — length, depth, height, lid configuration, target operating temperature — and our engineering team will recommend the right freezer mould family, paired PU machine, and projected cycle time within one working day. For a complete freezer factory production line you can pre-read our scope-and-investment overview.
Products Mentioned in This Article


Ready to plan your refrigeration project?
Share your target output and product mix — our engineering team replies with a capacity plan and quote within three business days.
Get an engineering quoteRelated articles

High-Pressure vs Low-Pressure PU Foaming Machine — Which One Does Your Factory Need?
Same chemicals, very different machines. We break down pressure, output, foam quality and investment so you can pick the right PU foaming machine for your line.

PU Foaming Line for Insulation Box Production
How to Maintain PU Foaming Machines: Daily, Weekly & Annual Preventive Maintenance Checklist
A structured preventive maintenance schedule keeps your PU foaming machine productive for 15–20 years instead of 8–10. Get the daily, weekly, monthly and annual checklist — plus spare-parts inventory and common failure prevention.