
Решения для
Линии охладителей напитков, которым доверяют мировые ботлеры
От односекционных вертикальных 200 л до трёхсекционных мерчандайзеров 1500 л. Поставляем формы для визуальных дверей, пенообразующие линии и высокопроизводительную сборочную инфраструктуру — до 8000 единиц в сутки.
In one line
Быстроцикличные пенообразующие формы сокращают время производства дверей до 30%.

- Coca-Cola / PepsiCo bottlers
- Beer brands
- Beverage OEM
Real Pains We Hear from Buyers — and What We Ship to Solve Each One
Four pains every bottler-program beverage-cooler factory founder brings us. Our line ships with the fix.
Coca-Cola / PepsiCo brand audit failed our last lot — cabinet color, door curve and decal alignment off-spec
Bottler programs spec every cosmetic detail: cabinet RAL color (Coca-Cola Red 484C, Pepsi Blue 287C), door curve radius (within ±0.5 mm), decal flatness (no air bubbles within 10 mm of edge). Our cabinet mould holds the curve to ±0.3 mm; we ship a calibrated paint booth + decal jig that mate to bottler spec sheets. First-audit pass rate goes from 60% to 95%.
Bottler tender locked at 8,000 units/day for 60 days — my current line can do 3,000 max
Bottler peak orders are 2–3× steady demand. We size the foaming line for peak with 2-shift capacity (effectively 6,000 units/day) + a second high-pressure foaming station that adds USD 280K but doubles burst capacity to 12,000/day. Most bottler-program factories pay for the second station with one peak order.
Glass-door fog and condensation at 40°C ambient (Middle East / SE Asia) — fails SASO / DEWA tropical-spec audit
Tropical-spec is foam thickness + glass-door heater wattage + cabinet airflow working together. Our tropical config uses 60 mm wall foam (vs standard 45 mm), 4–6 W/m heated door perimeter, and an optimized condenser footprint for 43°C ambient. SASO/DEWA tropical certification first-pass rate ≥95%.
Single-door / double-door / triple-door variants needed for retail vs HoReCa channels — capex blows budget
We design 2 base moulds covering single + double + triple-door variants with snap-in dividers. Same PU machine, same fixture, same conveyor. Changeover 30–45 min. Capex per variant drops from USD 280K to USD 95K. Most beverage cooler factories run 5–8 SKUs across 2 base moulds.

Что вам нужно

Фурнитура и комплектующие
Петли, уплотнения, ручки, LED освещение, испарители и конденсаторы
Подробнее yongjiapu.com
yongjiapu.com
Пенообразующая машина высокого давления
100–1500 г/с, 2–4 компонента, Siemens PLC
Смотреть на yongjiapu.com
— 6-8 станционная линейная ППУ-линия производства (многоспецификационное смешанное производство)
the linear line линейное in-line ППУ-вспенивание для малых и средних производителей холодильников. 6–8 станций · 30-секундный цикл · многоспецификационное смешанное производство · одно-головочный горизонтальный налив · ≤190 кВт.
Подробнее
Пресс-форма для холодильной витрины со стеклянной дверью
Пресс-форма для холодильных витрин — литая алюминиевая ППУ-пресс-форма для одно/двух/трёх-стеклянных дверных витрин напитков и супермаркетных холодильных витрин. До 1 900 × 700 × 1 300 мм, ~30 с/цикл.
Подробнее
Сырьё ПУ система
Полиол + изоцианат + порообразователь, k-фактор до 0,018
ПодробнееCabinet models you can produce on this line
Every row below is a real cabinet SKU that customers already produce using the moulds in this line — temperature class, capacity, compressor, refrigerant and overall dimensions are field-tested. Use the matrix to match your target cabinet to the right mould configuration.
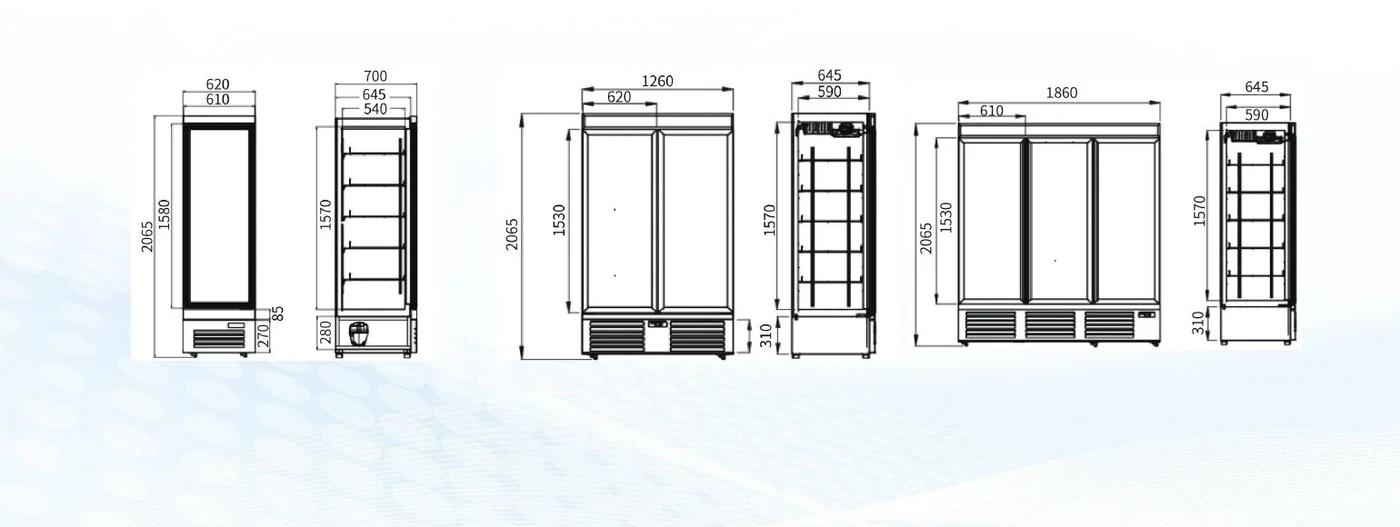
| Cabinet model | Variant | Temperature (°C) | Volume (L) | Power (W) | Weight (kg) | Compressor | Refrigerant | Size (mm) | Source mould |
|---|---|---|---|---|---|---|---|---|---|
| LC-620FX | Single-door refrigeration | -2–8 | 620 | 262 | 75 | DONPER / WANBAO | R290 | 620 × 725 × 2065 | Пресс-форма для холодильной → |
| LC-1260FX | Double-door refrigeration | -2–8 | 1113 | 374 | 145 | DONPER / WANBAO | R290 | 1260 × 725 × 2065 | Пресс-форма для холодильной → |
| LD-1260FX | Double-door freezing | ≤-18 | 1066 | 911 | 200 | DONPER / WANBAO | R290 | 1260 × 725 × 2065 | Пресс-форма для холодильной → |
| LC-1860FX | Triple-door refrigeration | -2–8 | 1685 | 583 | 200 | DONPER / WANBAO | R290 | 1860 × 725 × 2065 | Пресс-форма для холодильной → |
| LD-1860FX | Triple-door freezing | ≤-18 | 1670 | 1395 | 260 | DONPER / WANBAO | R290 | 1860 × 725 × 2065 | Пресс-форма для холодильной → |
Source: UREXCEED catalog §07 OEM/ODM cabinet series, cross-referenced to the mould that produces each SKU. Custom cabinet sizes outside this range supported — send us your cabinet drawing for a 7-day quote.
From inquiry to first commercial unit — the 6-step delivery flow
From inquiry to first beverage cooler off your line. ~9 months for a 3,000 units/day bottler-program line.
- 1
Inquiry & Bottler-Program Scoping
Week 1–2Share target capacity, brand-spec target (Coca-Cola / Pepsi / heineken / OEM private label), variant mix (single / double / triple-door), target markets (US, EU, MENA, ASEAN). We send a 1-page proposal with line layout and bottler-spec compliance roadmap.
- 2
Detailed Proposal & Bottler-Spec Mapping
Week 2–4If targeting a specific bottler program, share their cabinet spec sheet — we map each cosmetic + functional requirement to equipment line item. Mould variants picked, PU machine sized, paint booth + decal jig specced. Quote with 20-line BOM in 12 days.
- 3
Contract & Cabinet Design Freeze
Week 4–630% down. Cabinet CAD review with bottler color RAL + door curve radius + decal position frozen. Mould CAD signed off in week 6.
- 4
Mould + Paint Booth Build
Month 2–5Cabinet moulds + door moulds: 45–60 days (more standardized than refrigerator lines). PU machine: 45 days. Calibrated paint booth + decal jig: 30 days. Pre-shipment FAT: trial cooler produced in our shop and audited against bottler spec.
- 5
Sea Freight & On-Site Installation
Month 5–74–6 × 40' containers from Shanghai/Ningbo. On-site installation 3 weeks. Paint booth ventilation + electrical commissioning critical here.
- 6
Commissioning, Bottler-Audit Prep & Acceptance
Month 7–9First 50 trial coolers produced to bottler spec, internal audit pass before bottler sends auditor. Operator training. Acceptance signed when 30 consecutive coolers pass bottler spec checklist. 60% payment due here, 10% after first commercial bottler audit pass.

Почему эта линия работает — цифры берутся из реального оборудования
Создано для программ боттлеров с высокой пропускной способностью, где каждая дверь должна точно соответствовать стандарту бренда.
Эстетическая точность двери под спецификации бренда боттлера
Вакуумно-формованные внутренние двери обеспечивают допуск ±0.3 мм на выравнивание стеклянной полки — критично при аудите эстетики холодильников командами брендов Coca-Cola и Carlsberg по парку 50 000+ единиц.
Цикл вспенивания 90 с для однодверных, 180 с для трёхдверных
Машины высокого давления для вспенивания ПУ (UPM-HP-1500) с оптимизированными путями впрыска сокращают цикл вспенивания двери на 25–30% vs. стандартных установок — программа на 10 000 единиц в год укладывается в 6–8 месяцев вместо 9–12.
Мощность от 500 до 8 000 единиц/сутки на одной базе
Модульная компоновка линии стартует с 500 единиц/сутки для новых программ боттлеров и масштабируется до 8 000 единиц/сутки без перепроектирования. Боттлер, запустивший пилот в одной стране, тиражирует ту же линию ещё в 3 без реинжиниринга.
Поддержка класса энергоэффективности для рынков ЕС и ЕАЭС
Плотность пены 35–45 kg/m³ настроена под класс C+ по European Energy Label для стандартных холодильников со стеклянной дверью — порог, который большинство крупных боттлеров теперь требует для размещения в рознице.
Customization Options
Bottler programs (Coca-Cola, Pepsi, Heineken) are 100% spec-driven. 4 axes calibrated to bottler spec sheets.
Brand spec match
Cabinet RAL color (Coca-Cola Red 484C, Pepsi Blue 287C), door curve radius ±0.3 mm, decal placement jig calibrated to bottler audit.
Door config
Single / double / triple door variants on snap-in divider modular mould. Capex drops from USD 280K → USD 95K per variant.
Tropical / temperate spec
Standard 21°C / tropical 43°C ambient (SASO / DEWA). Tropical-spec uses 60 mm wall foam (vs 45 mm), 4–6 W/m heated door perimeter.
Burst capacity
Steady 3K/day → peak 8K/day for 60-day bottler rollouts. Second high-pressure station add-on (+USD 280K) doubles burst.
Foam Quality Visualization — what closed-cell structure actually looks like
The single biggest predictor of refrigerator cabinet thermal performance is the foam cell structure. Closed-cell ratio, average cell diameter and density uniformity decide whether your cabinet holds -18°C in 35°C ambient — or fails the EU Ecodesign type-test. Here's what fine and coarse PU foam look like under a scanning electron microscope.
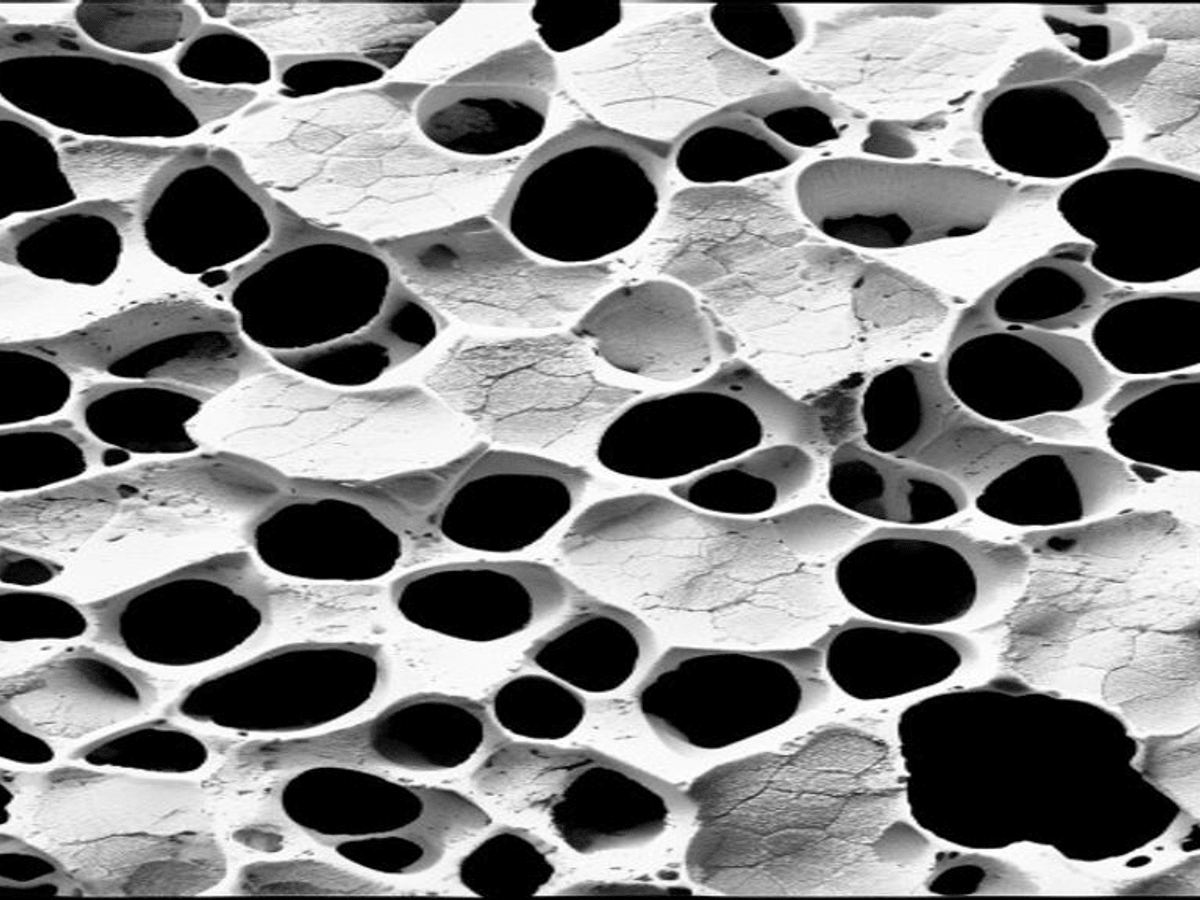
Industry-typical low-grade PU
- Avg cell diameter
- ~400 µm
- Closed-cell ratio
- 85–90%
- k-factor (W/m·K)
- 0.025–0.028
- Density uniformity
- ±5 kg/m³
Visible voids, broken cell walls, large irregular cells. Refrigerator cabinet pull-down test fails at 32°C+ ambient. EU Ecodesign type-test fails first submission.
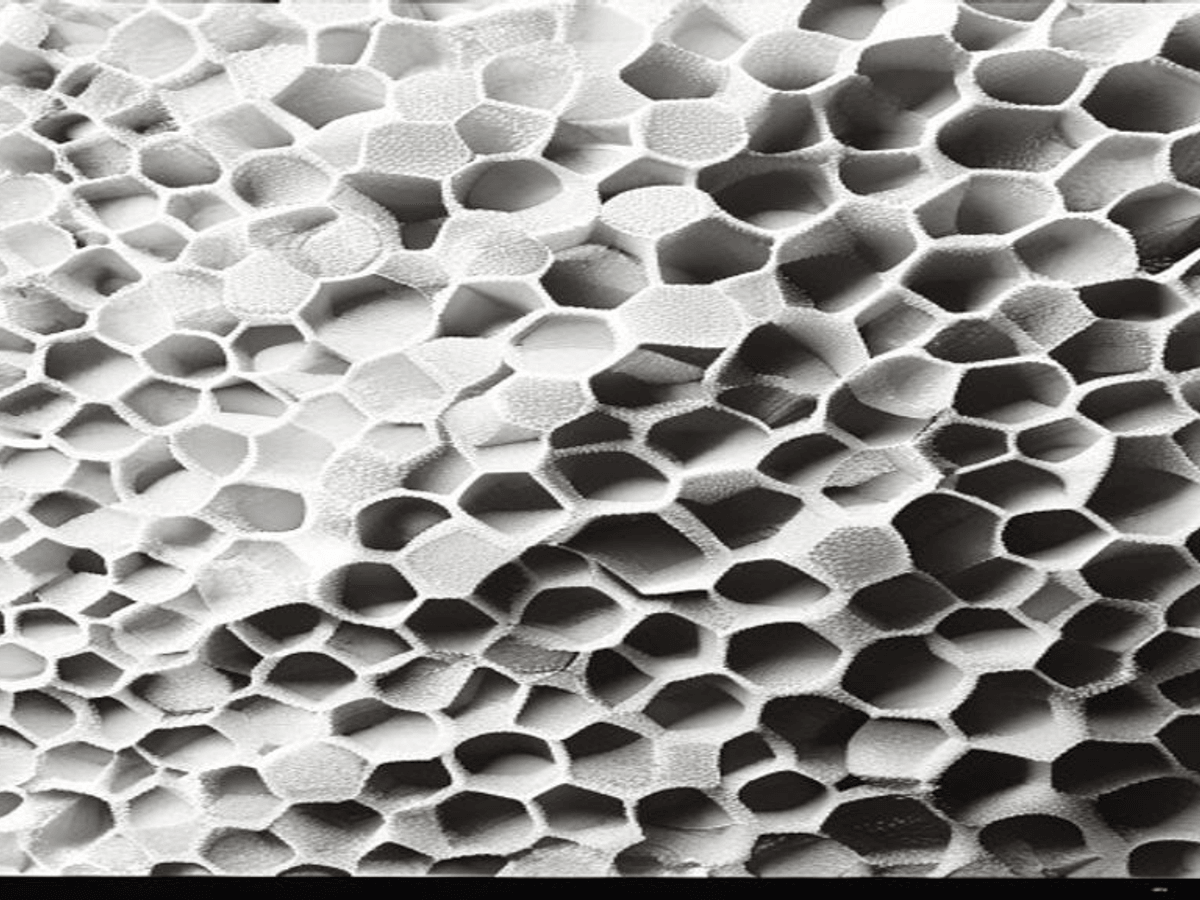
Our cyclopentane PU system
- Avg cell diameter
- ~100 µm
- Closed-cell ratio
- ≥95%
- k-factor (W/m·K)
- 0.019–0.021
- Density uniformity
- ±0.5 kg/m³
Uniform fine cells, intact walls, high closed-cell ratio. Refrigerator cabinet pull-down test passes at 43°C tropical ambient. EU Ecodesign / WHO PQS / ENERGY STAR first-submission pass rate 90%+.
How we measure it: Every shipment of PU raw materials runs through pilot foaming + SEM cell-structure check at our lab. Every commissioned line gets a foam parameter card with these targets — if your operators tune to the card, the foam structure stays in this range. Sample reports available on request.
Illustration · Conceptual SEM micrographs representing typical industry coarse foam (left) vs UREXCEED cyclopentane PU foam quality target (right). Real SEM reports from your specific line available after commissioning.
Application Scenarios
Beverage coolers cover the most aggressive bottler tender programs.
- Single-door upright cooler (Coca-Cola / Pepsi 200–400 L)
- Double-door commercial cooler (chain restaurant / bar)
- Triple-door beverage merchandiser (convenience-store wall)
- Beer cooler (sub-2°C, branded keg-line variant)
- Hospitality back-bar cooler (under-counter style)
- Energy-drink display cooler (compact 50–200 L)
Вопросы, которые задают владельцы заводов
Каков типичный объём инвестиций в линию для производства холодильников для напитков мощностью 3 000 единиц/сутки?
Можете ли вы поставлять линии, соответствующие программам Coca-Cola или PepsiCo?
Как вы работаете с дефектами вспенивания стеклянных дверей?
Какой срок от контракта до первой отгрузки?
Поставляете ли вы холодильники в тропическом исполнении для Ближнего Востока и Юго-Восточной Азии?
Optional Add-ons
Extend Your Production Line
Five proven add-ons our 1,800+ customers ask for after their first refrigerator factory line goes live. Discuss with our engineers which fit your spec.
Raw Material Supply
PU MDI / Polyol systems sourced direct from BASF / Covestro / Wanhua, calibrated to your foam specs and climate. Container-load discounts.
Spare Parts Package
2-year wear-parts package — seals, valves, heating elements, sensors. Pre-shipped with the line, no air-freight emergencies.
Robot Integration
ABB / KUKA 6-axis robot for de-molding, demoulding, palletizing or insertion of internal components — boost throughput +30%.
Automatic Demoulding System
Vacuum-assisted demoulding for thin-wall liners and complex geometries — eliminates worker injury, halves cycle time.
Quality Inspection System
Inline foam density, void, k-factor + dimensional QC stations. Auto-reject + traceability log — meets ISO 9001 + EU appliance regulation.
ROI · Cost Analysis
Investment Range & Payback
Indicative range based on 1,800+ delivered lines. Final pricing depends on automation level + add-ons + local labor cost. Request a quote for your spec.
Configuration note: Bottler-program lines (Coca-Cola / Pepsi / Heineken spec): high-throughput cyclopentane PU + calibrated paint booth + decal jig + ENERGY STAR pre-test rig. Sized for 60-day peak bursts.
Service & Support
Гарантия и сервис
Выезд на объект возможен во всех регионах, куда мы поставляли проекты.
On-Site Installation
Our engineers fly to your factory to supervise installation, layout verification, and first-run production.
Commissioning + Tuning
Trial run + parameter tuning to your local raw material, climate, and target product spec — until throughput meets contract.
Operator Training
5-10 day on-site training for production team, QC, and maintenance — bilingual manuals + video tutorials provided.
3-Year Warranty + Spares
Core equipment 3-year warranty, electrical 2-year. Spare parts in stock with global express shipment 24h dispatch.
Cross-Sell · One-Partner Synergy
Pair this line with the rest of the factory
The product groups our refrigerator-factory customers buy alongside this line — for full-line synergy and one-partner accountability.
High-Pressure PU Foaming Machines
Cyclopentane / 2-component / 3-component models. Cyclopentane is the refrigerator industry standard.
Learn moreRefrigerator-grade Moulds
Vacuum-forming moulds for inner liners + foaming moulds for cabinet/door. 30-year mould-cluster network.
Learn morePU Raw Materials System
BASF / Covestro / Wanhua MDI + Polyol — calibrated to your climate, foam density, and cycle time.
Learn morehome.stats.heading
Turnkey Production Lines for Refrigeration Equipment Factories
"From a Single Pump to a Turnkey Line — One Partner Through Every Tier."