
Production line for
Wine Cabinet Production Lines at the Precision Wine Retail Demands
Wine cabinets demand the tightest temperature tolerances and the highest cosmetic standards. Our low-pressure PU foaming, precision glass door moulds, and premium hardware accessories meet that bar.
In one line
Dual-zone temperature control and UV-protection glass options.

- Premium wine retailers
- Hotel & hospitality
- Home appliance brands
Real Pains We Hear from Buyers — and What We Ship to Solve Each One
Four pains every wine cabinet factory founder brings us in the first call. We solve each with specific equipment + protocols.
Temperature drift ±2°C inside zone — wine sommelier rejects the cabinet at delivery
Wine cabinets need ±0.5°C zone stability for premium positioning. The path: dual-zone EBM evaporator + Embraco compressor + foam k-factor 0.020 W/m·K + sealed glass door with UV coating. Our cabinet mould design ensures 50–60 mm wall thickness with even fill (no thermal bridges). Field-measured zone stability: ±0.3°C across 24h cycle.
UV light degrades wine — premium buyers reject anything without certified UV-blocking glass
We integrate factory-fitted Saint-Gobain SGG Cool-Lite UV-blocking glass (99.5% UV cutoff) in the door mould design. Glass radius and tempering spec match the door foaming cavity. We supply the UV transmission test rig with the line — every cabinet gets a UV pass/fail label before shipping.
Compressor vibration shakes bottles — premium customers complain about sediment disturbance
Premium wine cabinets need <0.05g vibration at the bottle rack. Our line ships with the rubber-mount + tuned-mass-damper kit pre-spec'd for Embraco / SECOP compressors. Cabinet acoustic stations measure <30 dB at 1 m and <0.05g rack vibration before crating. Sommelier-grade ratings achievable.
12-bottle minibar / 50-bottle home / 300-bottle commercial — buying separate lines blows budget
Wine cabinets across 12–300 bottle range share more than they look like. We design 3 base moulds covering 12 / 50 / 150 / 300 bottle SKUs with snap-in shelf carriers. Same PU machine, same conveyor. Changeover 60 min. Effective capex per SKU drops from USD 180K to USD 55K.

What You Need

Hardware & Accessories — Bundled with Main Equipment Orders
Complementary hardware fabrication service — supplied alongside our main equipment orders (moulds / PU foaming / production line). Custom-fabricated per your drawings: 5 categories — hinges, brackets, rails & ladders, wire shelves & baskets, grid panels. Not a standalone product line. Consolidated into your main shipment.
Learn More yongjiapu.com
yongjiapu.com
Low-Pressure PU Foaming Machine
Smaller, more flexible machine for wine cabinets, mini-bars, vaccine boxes and R&D pilots. Quick recipe switches when you run dozens of small cabinet variants. 5–250 g/s output.
View on yongjiapu.com
Mold for Upright Glass-Door Display Cabinet
Refrigerator mould (mold) for display cabinets — cast aluminium PU foaming mould for single / double / triple glass-door beverage display cabinets and supermarket display refrigerators. Up to 1,900 × 700 × 1,300 mm, ~30 s/shot.
Learn More
PU Raw Materials System
We make refrigerator-grade PU systems — polyol blend, MDI, blowing agent, all formulated in our own plant. k-factor down to 0.018, density customizable, tuned to your cabinet and your line.
Learn MoreCabinet models you can produce on this line
Every row below is a real cabinet SKU that customers already produce using the moulds in this line — temperature class, capacity, compressor, refrigerant and overall dimensions are field-tested. Use the matrix to match your target cabinet to the right mould configuration.
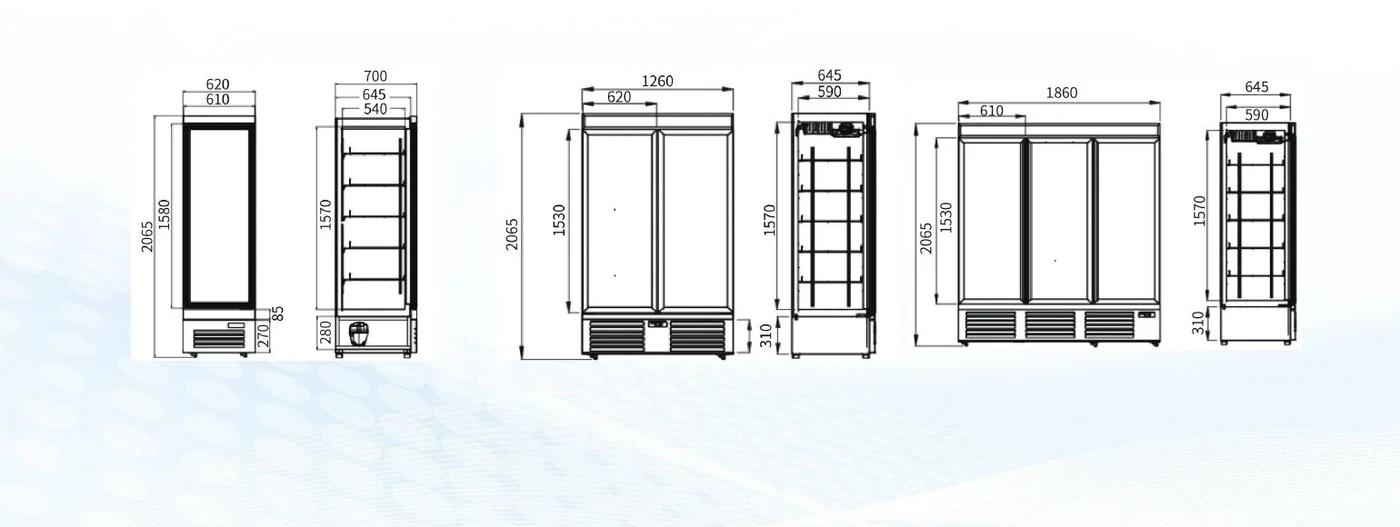
| Cabinet model | Variant | Temperature (°C) | Volume (L) | Power (W) | Weight (kg) | Compressor | Refrigerant | Size (mm) | Source mould |
|---|---|---|---|---|---|---|---|---|---|
| LC-620FX | Single-door refrigeration | -2–8 | 620 | 262 | 75 | DONPER / WANBAO | R290 | 620 × 725 × 2065 | Mold for Upright → |
| LC-1260FX | Double-door refrigeration | -2–8 | 1113 | 374 | 145 | DONPER / WANBAO | R290 | 1260 × 725 × 2065 | Mold for Upright → |
| LD-1260FX | Double-door freezing | ≤-18 | 1066 | 911 | 200 | DONPER / WANBAO | R290 | 1260 × 725 × 2065 | Mold for Upright → |
| LC-1860FX | Triple-door refrigeration | -2–8 | 1685 | 583 | 200 | DONPER / WANBAO | R290 | 1860 × 725 × 2065 | Mold for Upright → |
| LD-1860FX | Triple-door freezing | ≤-18 | 1670 | 1395 | 260 | DONPER / WANBAO | R290 | 1860 × 725 × 2065 | Mold for Upright → |
Source: UREXCEED catalog §07 OEM/ODM cabinet series, cross-referenced to the mould that produces each SKU. Custom cabinet sizes outside this range supported — send us your cabinet drawing for a 7-day quote.
From inquiry to first commercial unit — the 6-step delivery flow
From inquiry to first wine cabinet off your line. ~9 months for a 500 units/day premium wine cabinet line.

- 1
Inquiry & Segment Targeting
Week 1–2Share target capacity, segment mix (minibar / mid-tier / sommelier-grade), bottle count range (12 / 50 / 150 / 300), target buyer (hotel chains, wine retailers, premium home). We send 1-page proposal with line layout in 5 days.
- 2
Detailed Proposal & UV + Vibration Spec
Week 2–4Engineering team picks mould variants for your bottle-count mix, sizes PU machine, specifies UV-glass + vibration-damper config. Quote with 18-line BOM in 12 days.
- 3
Contract & Cabinet Design Freeze
Week 4–630% down. Cabinet CAD + UV-glass radius CAD + Embraco compressor mounting interface frozen. Sign-off on dual-zone evaporator placement.
- 4
Mould + UV/Vibration Test Rig Build
Month 2–5Wine cabinet moulds + door moulds: 45–60 days. PU machine: 45 days. UV transmission test rig + vibration measurement station: 30 days. Pre-shipment FAT.
- 5
Sea Freight & On-Site Installation
Month 5–73–5 × 40' containers from Shanghai/Ningbo. On-site installation 2–3 weeks. Acoustic-isolated foundation for vibration station.
- 6
Commissioning, Sommelier-Grade QC & Acceptance
Month 7–9First 30 trial wine cabinets foamed and tested through UV + vibration + temp-stability protocols. Operator training. Acceptance signed when 20 consecutive cabinets pass UV/vibration/temperature spec. 60% payment due here.

Why This Line Works — Backed by the Real Specifications
Built for cabinets where temperature drift and door cosmetics affect resale price — premium wine retail buyers audit both.
Dual-zone temperature precision ±0.3°C across full cabinet height
Low-pressure PU foaming with optimized cavity venting eliminates cold-spot variance — important for 100+ bottle dual-zone cabinets where upper and lower zones must hold different temperatures (red 12–18°C, white 5–10°C) without bleed.
UV-protected glass door cosmetic standard
Door moulds pre-tooled for low-iron tempered glass with argon-filled triple glazing and UV protection film. Frame foaming density (38–42 kg/m³) tuned to suppress acoustic resonance from the compressor — wine cabinets in showrooms cannot vibrate.
12-bottle to 300-bottle range on three mould platforms
Three mould platform sizes (compact / mid / floor-standing) cover 12-bottle countertop units through 300-bottle floor-standing wine rooms. Brands typically launch 3-tier collections — one tooling investment covers the entire collection.
Compressor-mount isolation engineered in
Foaming moulds include compressor isolation pockets — not added as afterthought. Cabinets ship under 38 dB measured at 1 m, the threshold above which retail showroom buyers reject the product.
Customization Options
Premium wine retail audits on temperature stability + vibration + UV. 4 axes calibrated to sommelier-grade spec.
Capacity & zone
12 / 28 / 46 / 100 / 180 / 300 bottle SKUs on shared mould platform with snap-in shelf carriers. Single-zone or dual-zone.
Cooling system
Thermoelectric (small, silent) / Embraco / SECOP compressor with rubber-mount + tuned-mass-damper kit. <0.05g rack vibration.
Glass UV protection
Saint-Gobain SGG Cool-Lite UV-blocking glass (99.5% UV cutoff). UV transmission test rig included with line.
Branding & finish
Stainless trim, beech / oak shelf material, LED brand-color (warm or daylight), factory-fitted brand decals.
Foam Quality Visualization — what closed-cell structure actually looks like
The single biggest predictor of refrigerator cabinet thermal performance is the foam cell structure. Closed-cell ratio, average cell diameter and density uniformity decide whether your cabinet holds -18°C in 35°C ambient — or fails the EU Ecodesign type-test. Here's what fine and coarse PU foam look like under a scanning electron microscope.
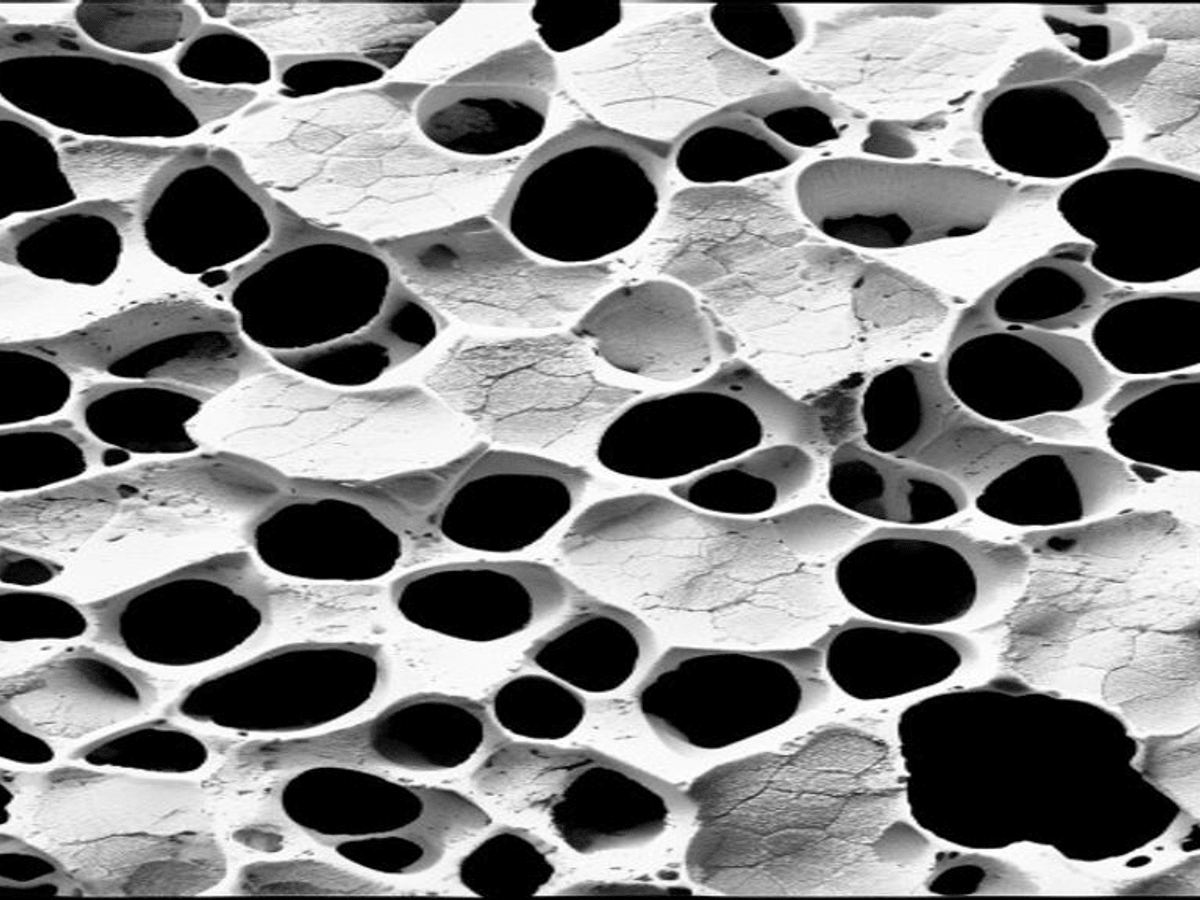
Industry-typical low-grade PU
- Avg cell diameter
- ~400 µm
- Closed-cell ratio
- 85–90%
- k-factor (W/m·K)
- 0.025–0.028
- Density uniformity
- ±5 kg/m³
Visible voids, broken cell walls, large irregular cells. Refrigerator cabinet pull-down test fails at 32°C+ ambient. EU Ecodesign type-test fails first submission.
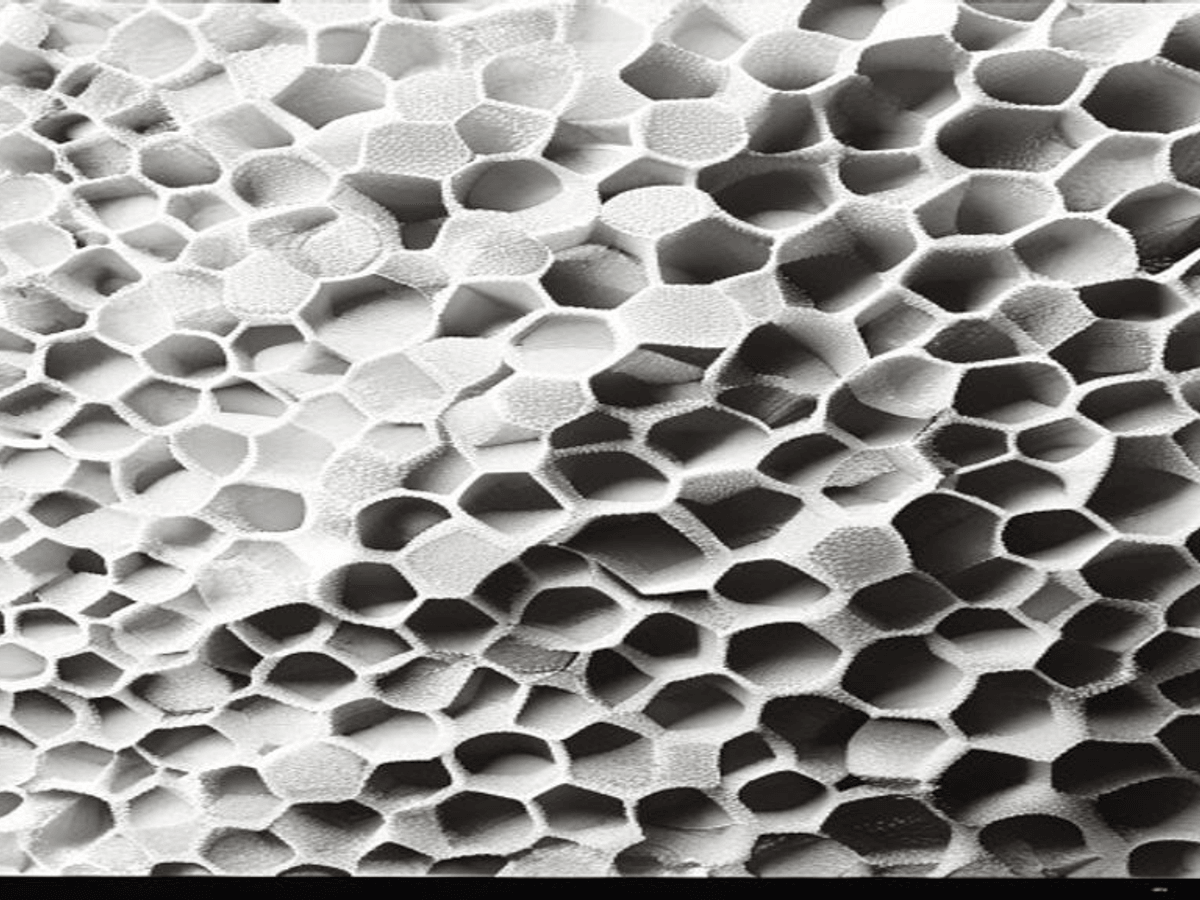
Our cyclopentane PU system
- Avg cell diameter
- ~100 µm
- Closed-cell ratio
- ≥95%
- k-factor (W/m·K)
- 0.019–0.021
- Density uniformity
- ±0.5 kg/m³
Uniform fine cells, intact walls, high closed-cell ratio. Refrigerator cabinet pull-down test passes at 43°C tropical ambient. EU Ecodesign / WHO PQS / ENERGY STAR first-submission pass rate 90%+.
How we measure it: Every shipment of PU raw materials runs through pilot foaming + SEM cell-structure check at our lab. Every commissioned line gets a foam parameter card with these targets — if your operators tune to the card, the foam structure stays in this range. Sample reports available on request.
Illustration · Conceptual SEM micrographs representing typical industry coarse foam (left) vs UREXCEED cyclopentane PU foam quality target (right). Real SEM reports from your specific line available after commissioning.
Application Scenarios
Wine cabinet end-uses span hospitality and premium home.
- 12 / 28-bottle compact wine cooler (apartment / minibar)
- 46 / 100-bottle home wine cabinet (residential single-zone)
- 150-bottle dual-zone wine cabinet (collector home)
- 300-bottle commercial wine cellar cabinet (hotel / restaurant)
- Built-in column wine cabinet (kitchen architecture)
- Hotel minibar wine cabinet (luxury hospitality)
Questions factory owners ask us
What's the difference between thermoelectric and compressor lines on your equipment?
Can you supply tooling for built-in / under-counter wine cabinets?
What's the typical order quantity for wine cabinet lines you've equipped?
Can you provide assistance with vibration testing requirements?
Do you support hotel minibar production?
Optional Add-ons
Extend Your Production Line
Five proven add-ons our 1,800+ customers ask for after their first refrigerator factory line goes live. Discuss with our engineers which fit your spec.
Raw Material Supply
PU MDI / Polyol systems sourced direct from BASF / Covestro / Wanhua, calibrated to your foam specs and climate. Container-load discounts.
Spare Parts Package
2-year wear-parts package — seals, valves, heating elements, sensors. Pre-shipped with the line, no air-freight emergencies.
Robot Integration
ABB / KUKA 6-axis robot for de-molding, demoulding, palletizing or insertion of internal components — boost throughput +30%.
Automatic Demoulding System
Vacuum-assisted demoulding for thin-wall liners and complex geometries — eliminates worker injury, halves cycle time.
Quality Inspection System
Inline foam density, void, k-factor + dimensional QC stations. Auto-reject + traceability log — meets ISO 9001 + EU appliance regulation.
ROI · Cost Analysis
Investment Range & Payback
Indicative range based on 1,800+ delivered lines. Final pricing depends on automation level + add-ons + local labor cost. Request a quote for your spec.
Configuration note: Premium wine cabinet: low-pressure foaming + UV-blocking glass jig + low-vibration compressor mount + dual-zone temperature control. Premium ASP justifies smaller volume.
Service & Support
Warranty & Service
On-site intervention available in every region where we have delivered projects.
On-Site Installation
Our engineers fly to your factory to supervise installation, layout verification, and first-run production.
Commissioning + Tuning
Trial run + parameter tuning to your local raw material, climate, and target product spec — until throughput meets contract.
Operator Training
5-10 day on-site training for production team, QC, and maintenance — bilingual manuals + video tutorials provided.
3-Year Warranty + Spares
Core equipment 3-year warranty, electrical 2-year. Spare parts in stock with global express shipment 24h dispatch.
Cross-Sell · One-Partner Synergy
Pair this line with the rest of the factory
The product groups our refrigerator-factory customers buy alongside this line — for full-line synergy and one-partner accountability.
High-Pressure PU Foaming Machines
Cyclopentane / 2-component / 3-component models. Cyclopentane is the refrigerator industry standard.
Learn moreRefrigerator-grade Moulds
Vacuum-forming moulds for inner liners + foaming moulds for cabinet/door. 30-year mould-cluster network.
Learn morePU Raw Materials System
BASF / Covestro / Wanhua MDI + Polyol — calibrated to your climate, foam density, and cycle time.
Learn morehome.stats.heading
Turnkey Production Lines for Refrigeration Equipment Factories
"From a Single Pump to a Turnkey Line — One Partner Through Every Tier."