
Production line for
Medical Refrigerator Production Lines for Vaccine, Blood & Pharma OEMs
Medical refrigerators — vaccine refrigerators (+2 to +8°C), blood bank refrigerators, pharmaceutical cabinets, and ultra-low-temperature freezers (-40 to -86°C) — are built on modified versions of our standard refrigerator line, with tightened temperature tolerance and redundant alarm systems. Our scope covers the production line equipment only.
In one line
Reference project: India, 2026 — 10 units/day vaccine refrigerator production line delivered for a medical device manufacturer.
Scope: UREXCEED supplies only the production line equipment (PU foaming systems, vacuum-forming moulds, door moulds, assembly line). Medical compliance certifications (ISO 13485, WHO PQS, CE-MDR, FDA) are obtained by the medical device manufacturer — they are not part of our scope.

- Medical device manufacturers
- Biomedical equipment brands
Real Pains We Hear from Buyers — and What We Ship to Solve Each One
Four pains every medical-refrigerator factory founder brings us. The line we ship is built for ISO 13485 traceability.
Cabinet temperature uniformity drift ±2°C — WHO PQS audit fails on the +5°C vaccine spec
WHO PQS spec requires +2 to +8°C with ±1°C uniformity across the cabinet. Path: dual evaporator + microprocessor temperature control + foam k-factor 0.019–0.021 W/m·K + sealed gasket with calibrated compression. Field-measured uniformity: ±0.5–0.8°C across 24h cycle (well inside WHO threshold).
ISO 13485 audit requires material traceability — my current supplier can't provide PU batch records
Medical equipment needs end-to-end material traceability. We ship the line with batch tagging built in: each PU polyol/iso batch tagged at receipt, tracked through dispensing logs, recorded with cabinet serial number. ISO 13485 audit gets the batch traceability evidence pack without extra factory work.
ULT -86°C biomedical freezer needs cascade refrigeration — supplier coordination is killing my timeline
We don't supply the cascade compressor system (specialized field) but we publish a verified ULT supplier list: Embraco / GMCC / Tecumseh certified cascade systems compatible with our cabinet foaming spec. Cabinet mould + foam + door + heated-gasket: we supply. Cascade cooling: you source from our pre-vetted list. Total program coordination drops from 18 months to 14 months.
Pharmaceutical refrigerator + ULT freezer + blood bank refrigerator — one line for all 3?
Pharmaceutical refrigerator (+2 to +8°C) and ULT freezer (-40 to -86°C) share the same cabinet foaming line, but require different PU formulation + wall thickness + cascade vs single-stage compressor. We design 2 base mould platforms + shared PU foaming machine. Capex USD 1.8M–2.8M covers both ranges + blood bank variant. Single line, 3 medical product families.

What You Need

26-Station Ground-Rail PU Foaming Line for Refrigerator Doors — Closed-Loop Track Layout
Closed-loop ground-rail PU foaming line dedicated to refrigerator and cabinet DOOR foaming. 26 fixture stations on a continuous steel track, 20-sec cycle, 3,000–6,000 doors per shift. 2,000 × 900 mm fixture × 200 mm closing height — sized for door panels. Cyclopentane + ATEX Zone 1, steam or oil heating.
Learn More yongjiapu.com
yongjiapu.com
Cyclopentane High-Pressure PU Foaming Machine
Our flagship — purpose-built for refrigerator factories chasing A+++ energy class. Cyclopentane-ready out of the box with full ATEX Zone 1 safety package. Three sizes covering 500 to 8,000 cabinets a day.
View on yongjiapu.com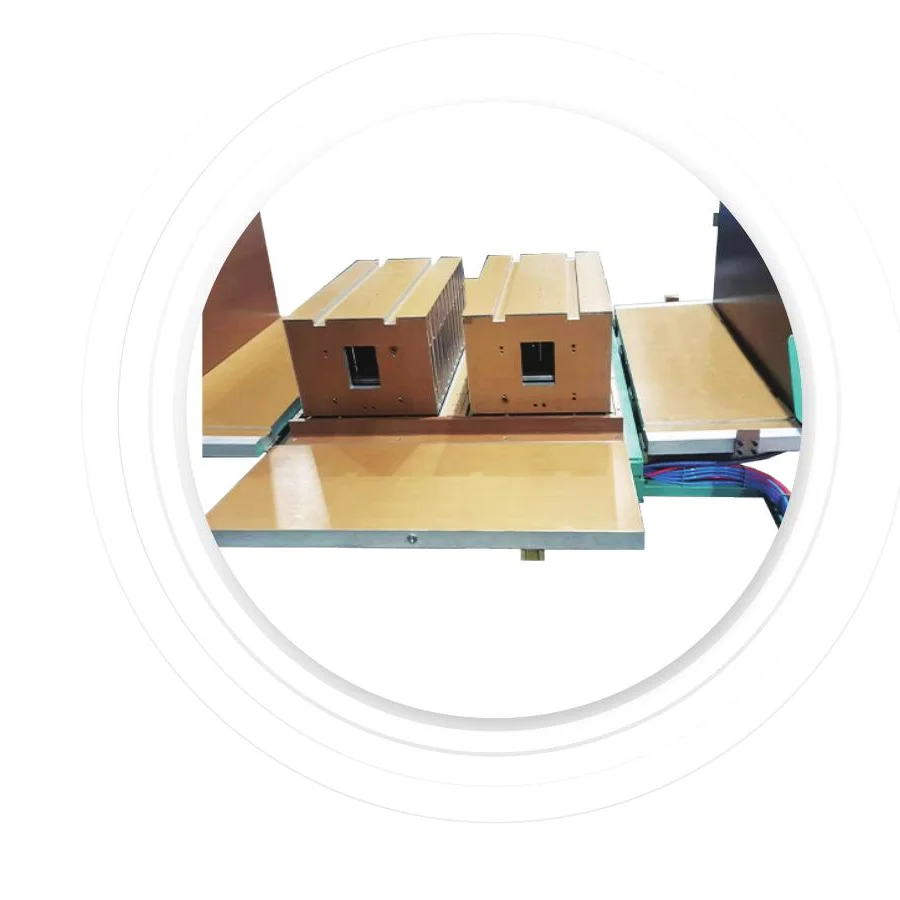
Mold for Upright Kitchen Refrigerator
Refrigerator mould (mold) for upright kitchen refrigerator cabinets — cast aluminium PU foaming mould for commercial 2-door / 4-door / 6-door upright stainless kitchen refrigerators. Up to 1,900 × 900 × 2,000 mm. Designed for energy-efficient deep cavities and long mould life.
Learn More
PU Raw Materials System
We make refrigerator-grade PU systems — polyol blend, MDI, blowing agent, all formulated in our own plant. k-factor down to 0.018, density customizable, tuned to your cabinet and your line.
Learn MoreCabinet models you can produce on this line
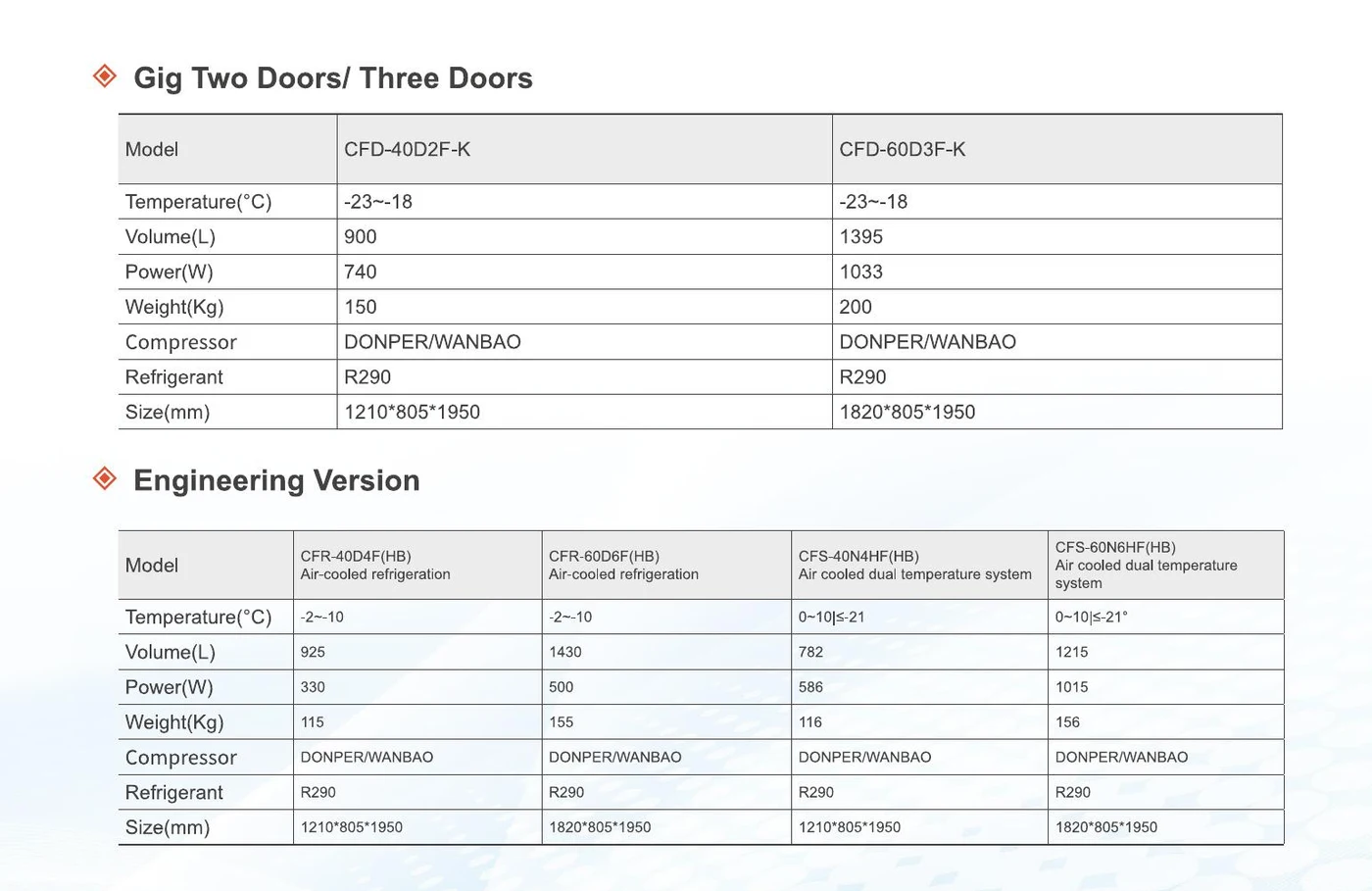
Every row below is a real cabinet SKU that customers already produce using the moulds in this line — temperature class, capacity, compressor, refrigerant and overall dimensions are field-tested. Use the matrix to match your target cabinet to the right mould configuration.
| Cabinet model | Variant | Temperature (°C) | Volume (L) | Power (W) | Weight (kg) | Compressor | Refrigerant | Size (mm) | Source mould |
|---|---|---|---|---|---|---|---|---|---|
| CFD-40D2F-K | 2-door freezing | -23 to -18 | 900 | 740 | 150 | DONPER / WANBAO | R290 | 1210 × 805 × 1950 | Mold for Upright → |
| CFD-60D3F-K | 3-door freezing | -23 to -18 | 1395 | 1033 | 200 | DONPER / WANBAO | R290 | 1820 × 805 × 1950 | Mold for Upright → |
| CFR-40D4F (HB) | Air-cooled refrigeration · Engineering Version | -2 to 10 | 925 | 330 | 115 | DONPER / WANBAO | R290 | 1210 × 805 × 1950 | Mold for Upright → |
| CFR-60D6F (HB) | Air-cooled refrigeration · Engineering Version | -2 to 10 | 1430 | 500 | 155 | DONPER / WANBAO | R290 | 1820 × 805 × 1950 | Mold for Upright → |
| CFS-40N4HF (HB) | Dual-temp air-cooled · Engineering | 0–10 | ≤-21 | 782 | 586 | 116 | DONPER / WANBAO | R290 | 1210 × 805 × 1950 | Mold for Upright → |
| CFS-60N6HF (HB) | Dual-temp air-cooled · Engineering | 0–10 | ≤-21 | 1215 | 1015 | 156 | DONPER / WANBAO | R290 | 1820 × 805 × 1950 | Mold for Upright → |
Source: UREXCEED catalog §07 OEM/ODM cabinet series, cross-referenced to the mould that produces each SKU. Custom cabinet sizes outside this range supported — send us your cabinet drawing for a 7-day quote.
From inquiry to first commercial unit — the 6-step delivery flow
From inquiry to first medical refrigerator off your line. ~10 months for pharmaceutical refrigerator; ~14 months for ULT freezer. Add 4–6 months for your medical device certification.
- 1
Inquiry & Medical-Segment Scoping
Week 1–2Share target capacity, medical segment (pharmaceutical / vaccine / blood bank / ULT biobank), target certification (WHO PQS, CE-MDR, FDA 510k, ISO 13485), target markets. 1-page proposal + scope boundary letter in 5 days.
- 2
Detailed Proposal & Traceability Spec
Week 2–4Engineering picks cabinet mould + cascade compressor sourcing list + PU formulation per medical segment. Material traceability + batch tagging stations specced. Scope of supply: equipment (us) vs medical device certification (you) — explicit. Quote with 20-line BOM in 14 days.
- 3
Contract & QMS-Compatible Design Freeze
Week 4–830% down. Cabinet CAD + cascade compressor mounting + batch tagging integration frozen. ISO 13485 audit evidence pack template signed off.
- 4
Mould + Batch Traceability System Build
Month 3–8Cabinet moulds: 60–90 days. PU machine + batch tagging system: 60 days. Material traceability database + dispensing logs: 30 days. Pre-shipment FAT to medical-grade spec.
- 5
Sea Freight & On-Site Installation
Month 8–104–6 × 40' containers from Shanghai/Ningbo. On-site installation 3–4 weeks. Cleanroom-grade assembly area setup if you target US/EU regulated market.
- 6
Commissioning, WHO PQS / QMS Pre-Audit & Acceptance
Month 10–11First 30 trial medical refrigerators produced + tested through WHO PQS temperature uniformity protocol + 7-day stress test. Operator training to ISO 13485 QMS. Acceptance signed when 20 consecutive units pass uniformity + traceability spec. 60% payment due here. (Medical device certification continues separately on your side after acceptance.)

Why This Line Works — Backed by the Real Specifications
Equipment supply only — compliance certifications obtained by the medical device brand. Our role: give your line the tightening it needs to pass WHO PQS / ISO 13485 audit.
Temperature tolerance ±0.5°C across +2 to -86°C ranges
Modified refrigerator foaming with denser cores (45–55 kg/m³ vs. 35 kg/m³ standard) for ultra-low temperature stability. Cabinet temperature uniformity ±0.5°C measured per WHO PQS E03/IN05.1 protocol — the threshold vaccine refrigerators must meet.
Redundant alarm and monitoring system tooling
Cabinet pre-tooled for dual temperature sensors, redundant power switching, audible+visual+SMS alarm modules. Door foaming includes magnetic-seal integrity tooling for opening detection. All compliance hardware mounting points pre-built into cabinet moulds, not added at assembly.
ULT freezer tooling pathway -40 to -86°C
For ultra-low-temperature freezers (-40°C blood plasma, -86°C vaccines / lab samples), foaming density jumps to 50–60 kg/m³ and cabinet wall thickness to 80–120 mm. Same line backbone as standard medical refrigerators — only foaming tooling and refrigeration plant change.
Compatible with major medical certification pathways
Cabinet design pre-aligned with ISO 13485 (medical device QMS), WHO PQS (vaccine refrigerator pre-qualification), CE-MDR (EU medical device regulation), and FDA premarket. Brand handles certification with their notified body — we provide design documentation and traceability records.
Customization Options
Medical compliance + traceability is the differentiator. 4 axes built around your medical device certification.
Temperature segment
Pharmaceutical refrigerator (+2 to +8°C WHO PQS) / blood bank (+4°C ±1°C) / ULT freezer (-40 to -86°C). Dedicated mould platform per segment.
Traceability
Batch tagging built into PU dispensing logs. Cabinet serial tracks back to polyol / iso batch + foam parameters. ISO 13485 audit-ready.
Cooling system
Standard single-stage for +2 to +8°C; cascade dual-stage for ULT. We supply cabinet — verified Embraco / GMCC / Tecumseh cascade sourcing list.
Compliance scope
We supply equipment (CE + ISO 9001). You obtain WHO PQS / CE-MDR / FDA 510k / ISO 13485 on the finished device. Pre-PQS test rig included.
Foam Quality Visualization — what closed-cell structure actually looks like
The single biggest predictor of refrigerator cabinet thermal performance is the foam cell structure. Closed-cell ratio, average cell diameter and density uniformity decide whether your cabinet holds -18°C in 35°C ambient — or fails the EU Ecodesign type-test. Here's what fine and coarse PU foam look like under a scanning electron microscope.
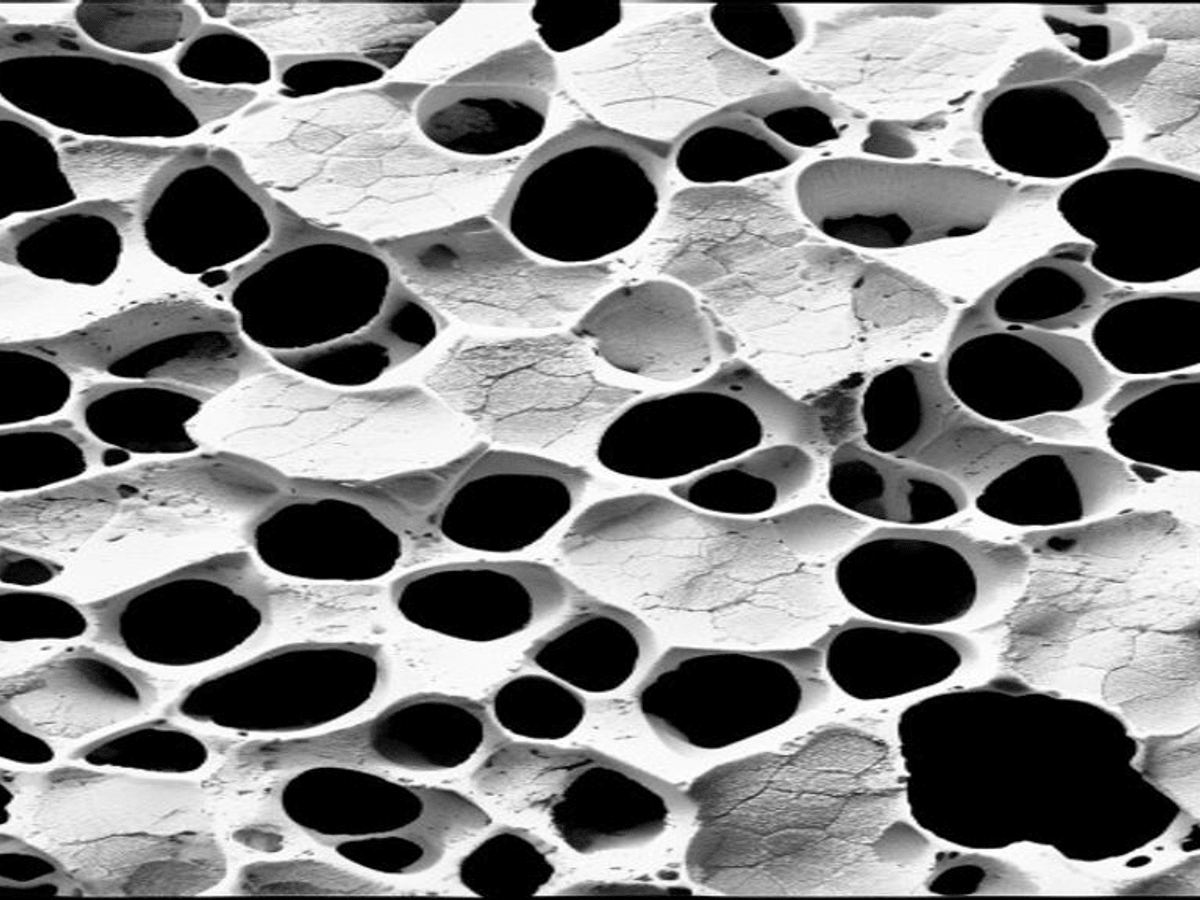
Industry-typical low-grade PU
- Avg cell diameter
- ~400 µm
- Closed-cell ratio
- 85–90%
- k-factor (W/m·K)
- 0.025–0.028
- Density uniformity
- ±5 kg/m³
Visible voids, broken cell walls, large irregular cells. Refrigerator cabinet pull-down test fails at 32°C+ ambient. EU Ecodesign type-test fails first submission.
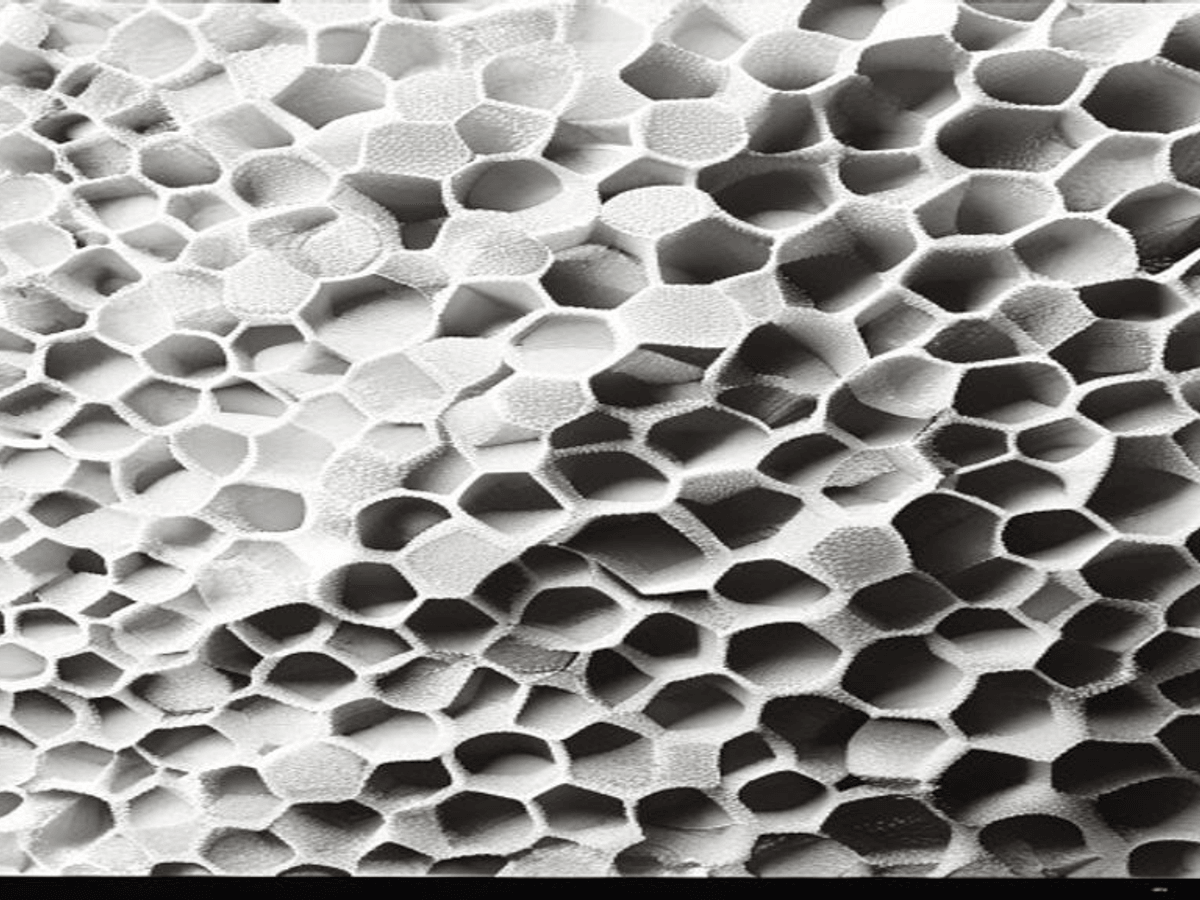
Our cyclopentane PU system
- Avg cell diameter
- ~100 µm
- Closed-cell ratio
- ≥95%
- k-factor (W/m·K)
- 0.019–0.021
- Density uniformity
- ±0.5 kg/m³
Uniform fine cells, intact walls, high closed-cell ratio. Refrigerator cabinet pull-down test passes at 43°C tropical ambient. EU Ecodesign / WHO PQS / ENERGY STAR first-submission pass rate 90%+.
How we measure it: Every shipment of PU raw materials runs through pilot foaming + SEM cell-structure check at our lab. Every commissioned line gets a foam parameter card with these targets — if your operators tune to the card, the foam structure stays in this range. Sample reports available on request.
Illustration · Conceptual SEM micrographs representing typical industry coarse foam (left) vs UREXCEED cyclopentane PU foam quality target (right). Real SEM reports from your specific line available after commissioning.
Application Scenarios
Medical refrigerator end-uses split by regulated temperature segment.
- Pharmaceutical refrigerator (WHO PQS, +2 to +8°C)
- Vaccine cold chain refrigerator (regulated transport / clinic storage)
- Blood bank refrigerator (+4°C ±1°C, blood/plasma)
- Laboratory specimen refrigerator (-20°C reagent / sample)
- Biobank ULT freezer (-80 to -86°C, sample/genome bank)
- Mortuary cold storage (regulated forensic refrigeration)
Questions factory owners ask us
What's the typical investment for a medical refrigerator production line?
Can your line meet WHO PQS vaccine refrigerator requirements?
Do you handle ISO 13485 / CE-MDR certification?
Can you supply ULT (ultra-low -86°C) freezer tooling?
What's the typical project timeline for a medical refrigerator line?
Optional Add-ons
Extend Your Production Line
Five proven add-ons our 1,800+ customers ask for after their first refrigerator factory line goes live. Discuss with our engineers which fit your spec.
Raw Material Supply
PU MDI / Polyol systems sourced direct from BASF / Covestro / Wanhua, calibrated to your foam specs and climate. Container-load discounts.
Spare Parts Package
2-year wear-parts package — seals, valves, heating elements, sensors. Pre-shipped with the line, no air-freight emergencies.
Robot Integration
ABB / KUKA 6-axis robot for de-molding, demoulding, palletizing or insertion of internal components — boost throughput +30%.
Automatic Demoulding System
Vacuum-assisted demoulding for thin-wall liners and complex geometries — eliminates worker injury, halves cycle time.
Quality Inspection System
Inline foam density, void, k-factor + dimensional QC stations. Auto-reject + traceability log — meets ISO 9001 + EU appliance regulation.
ROI · Cost Analysis
Investment Range & Payback
Indicative range based on 1,800+ delivered lines. Final pricing depends on automation level + add-ons + local labor cost. Request a quote for your spec.
Configuration note: Pharmaceutical refrigerator base: USD 1.8M–2.5M. Add ULT -86°C cascade refrigeration variant: +USD 800K–1M. ISO 13485 batch traceability + WHO PQS test rig included. Add 4–6 months for your medical device certification.
Service & Support
Warranty & Service
On-site intervention available in every region where we have delivered projects.
On-Site Installation
Our engineers fly to your factory to supervise installation, layout verification, and first-run production.
Commissioning + Tuning
Trial run + parameter tuning to your local raw material, climate, and target product spec — until throughput meets contract.
Operator Training
5-10 day on-site training for production team, QC, and maintenance — bilingual manuals + video tutorials provided.
3-Year Warranty + Spares
Core equipment 3-year warranty, electrical 2-year. Spare parts in stock with global express shipment 24h dispatch.
home.stats.heading
Turnkey Production Lines for Refrigeration Equipment Factories
"From a Single Pump to a Turnkey Line — One Partner Through Every Tier."