
Production line for
Refrigerated Counter Production Lines for Commercial Kitchen OEMs
Chef bases and refrigerated prep counters are the backbone of every commercial kitchen — stainless-steel worktop on top, PU-insulated refrigerated cabinet below. We supply the vacuum-forming moulds, foaming moulds, high-pressure PU foaming line and assembly infrastructure to produce 200 – 2,000 units per day in sizes from 1.2m to 2.4m.
In one line
Low-profile cabinet foaming with ±1mm dimensional tolerance — the HoReCa-grade cosmetic standard your buyers demand.

- Commercial kitchen equipment OEM
- HoReCa supply chain
- Restaurant chain suppliers
Real Pains We Hear from Buyers — and What We Ship to Solve Each One
Four pains the HoReCa-supplier founders bring us in their first call. Our line is built to remove each one.
Stainless top doesn't sit flat on the foamed cabinet — chefs see the gap and reject the unit at delivery
Our cabinet mould (UMD-WB-2600) holds ±0.5 mm flatness across a 2.4 m top edge. Paired with the foaming fixture's 5-ton hydraulic clamping at ±0.3 mm parallelism, the foamed cabinet exits with a top surface that the stainless sheet bolts flush to — no shims, no silicone gap-fill. Final flatness gauge station catches the 1-in-500 outlier before it ships.
I sell 2-door, 3-door and 4-door variants — buying 4 separate moulds blows my capex budget
We ship a modular insert mould: one base cavity with snap-in 2/3/4-door dividers, changeover in 30–60 min. Capex drops from USD 320K (4 separate moulds) to USD 180K (1 modular mould). Trade-off: divider inserts wear after 200K cycles, replacement USD 8K each. Most factories upgrade to dedicated moulds once daily volume crosses 500 units.
NSF Standard 7 certification keeps failing the drop-test or the pull-down test
Our line ships with a pre-NSF test rig: 1.2 m drop-test fixture + temperature pull-down chamber + electrical-safety dielectric tester. Run 5–10 units through it before submitting to NSF — 95% of NSF rejections we've seen come from cabinets that never got pre-tested. With pre-test, first-submission pass rate goes from 40% to 90%, saving you 8–14 weeks of re-submission cycles.
First-time HoReCa supplier — buyer rejected our first lot on cosmetic edge finish (sharp edges, weld marks)
HoReCa buyers reject on cosmetic details household refrigerator buyers never see. Our line ends with a 3-station finish bench: 80-grit edge deburr, mirror-polish corner stations, weld-mark blending. We hand over a finish checklist (12 inspection points) and run the first 50 units with your QC team. Edge-finish rejection rate drops from 8% to <0.5%.

What You Need

Hardware & Accessories — Bundled with Main Equipment Orders
Complementary hardware fabrication service — supplied alongside our main equipment orders (moulds / PU foaming / production line). Custom-fabricated per your drawings: 5 categories — hinges, brackets, rails & ladders, wire shelves & baskets, grid panels. Not a standalone product line. Consolidated into your main shipment.
Learn More yongjiapu.com
yongjiapu.com
Cyclopentane High-Pressure PU Foaming Machine
Our flagship — purpose-built for refrigerator factories chasing A+++ energy class. Cyclopentane-ready out of the box with full ATEX Zone 1 safety package. Three sizes covering 500 to 8,000 cabinets a day.
View on yongjiapu.com
Linear Cabinet PU Foaming Line — 6 / 8 / 11 Stations Configurable
Linear in-line PU foaming for refrigerator cabinet body. Scalable from 6-station motor-driven (~800–2,500 cabinets/shift, small-medium factories) to 11-station hydraulic (~4,000–6,000 cabinets/shift, mainstream OEM). Multi-spec mixed-line production. Cabinet size 800–2,000 mm L × 450–2,000 mm W × 450–900 mm H. Water-heated, PID-controlled.
Learn More
Mold for Refrigerated Workbench (Chef Base)
Refrigerator mould (mold) for chef base workbench cabinets — cast aluminium PU foaming mould for chef base / sandwich prep / pizza prep / salad prep workbenches. Supports 2-door, 3-door, 4-door variants up to 2,600 × 1,100 × 1,100 mm. Curing 6–20 min adjustable.
Learn More
PU Raw Materials System
We make refrigerator-grade PU systems — polyol blend, MDI, blowing agent, all formulated in our own plant. k-factor down to 0.018, density customizable, tuned to your cabinet and your line.
Learn MoreCabinet models you can produce on this line
Every row below is a real cabinet SKU that customers already produce using the moulds in this line — temperature class, capacity, compressor, refrigerant and overall dimensions are field-tested. Use the matrix to match your target cabinet to the right mould configuration.

| Cabinet model | Variant | Temperature (°C) | Volume (L) | Power (W) | Weight (kg) | Compressor | Refrigerant | Size (mm) | Source mould |
|---|---|---|---|---|---|---|---|---|---|
| PLR-12N2 | Refrigeration (2-door) | 5–10 | 157 | 195 | 48 | DONPER / WANBAO | R290 | 1200 × 600 × 800 | Mold for Refrigerated → |
| PLR-15N2 | Refrigeration (3-door) | -5–10 | 220 | 195 | 55 | DONPER / WANBAO | R290 | 1500 × 600 × 800 | Mold for Refrigerated → |
| PLR-18N2 | Refrigeration (4-door) | -5–10 | 284 | 204 | 62 | DONPER / WANBAO | R290 | 1800 × 600 × 800 | Mold for Refrigerated → |
| PLD-12N2 | Freezing | ≤-15 | 157 | 204 | 48 | DONPER / WANBAO | R290 | 1200 × 600 × 800 | Mold for Refrigerated → |
| PLD-15N2 | Freezing | ≤-15 | 220 | 204 | 55 | DONPER / WANBAO | R290 | 1500 × 600 × 800 | Mold for Refrigerated → |
| PLS-15N2 | Dual-temperature | -5–10 | ≤-15 | 209 | 204 | 55 | DONPER / WANBAO | R290 | 1500 × 600 × 800 | Mold for Refrigerated → |
| PLS-18N2 | Dual-temperature | -5–10 | ≤-15 | 273 | 223 | 62 | DONPER / WANBAO | R290 | 1800 × 600 × 800 | Mold for Refrigerated → |
Source: UREXCEED catalog §07 OEM/ODM cabinet series, cross-referenced to the mould that produces each SKU. Custom cabinet sizes outside this range supported — send us your cabinet drawing for a 7-day quote.
From inquiry to first commercial unit — the 6-step delivery flow
From inquiry to first chef base off your line. ~10 months total for a standard 800 units/day chef base line.
- 1
Inquiry & Capacity Sizing
Week 1–2You share target capacity, cabinet size mix (1.2 m / 1.8 m / 2.4 m), door variants (2/3/4-door), target export markets (US NSF vs EU CE). We send a 1-page proposal with line layout and price range within 5 working days.
- 2
Detailed Proposal & Variant Strategy
Week 2–4Engineering team picks modular insert vs dedicated mould strategy based on your variant volume. Mould models picked from our chef base template library, PU machine sized, fixture configured. Final quote with 18-line BOM breakdown delivered in 14 days.
- 3
Contract & Cabinet Design Freeze
Week 4–730% down payment. Cabinet CAD review — you send your final cabinet drawings (DWG/STEP) including stainless top interface dimensions, we convert to mould design, you approve the mould CAD + stainless-top bolt pattern before machining starts.
- 4
Manufacturing & Pre-NSF Test Rig Build
Month 3–6Moulds: 45–60 days CNC + heat treatment. PU machine: 45–60 days in parallel. Pre-NSF test rig (drop + pull-down + dielectric): 30 days. Each item tested in our QC lab. Monthly progress reports + video walkthroughs.
- 5
Sea Freight & On-Site Installation
Month 6–84–6 × 40' containers ship from Shanghai/Ningbo. On-site installation by 4–6-person engineer team, 2–3 weeks. Floor reinforcement for foaming station (~150 kN clamping load).
- 6
Commissioning, Cosmetic-Finish Training & NSF Pre-Test
Month 8–10First 50 trial chef bases foamed + stainless-fitted + cosmetic-finished together with your operators. We run 5–10 units through the pre-NSF rig and hand over the NSF submission checklist. Acceptance signed when 30 consecutive units pass dimensional + flatness + cosmetic spec. 60% payment due here.

Why This Line Works — Backed by the Real Specifications
Chef base buyers (HoReCa supply chains, restaurant chain procurement) demand a different combination than household refrigerator OEMs — flatness, stainless-steel top integration, and a chef-base-specific cabinet geometry. Here's how our line is built for that.
Cabinet mould cavity geometry tuned for low-profile 600–900 mm height
Our Refrigerated Workbench mould (UMD-WB-2600) is engineered around real chef base / sandwich prep / pizza prep cabinet families — 2-door / 3-door / 4-door variants up to 2,600 × 1,100 × 1,100 mm. Cavity precision ±0.05 mm ensures the stainless top sits flush, doors close clean, and your customer never gets a "wobbly counter" complaint.
High-pressure PU foaming with quick-change mould carrier
Our cyclopentane high-pressure machine (UPM-HP-1500) handles the polyol+ISO+blowing-agent mix at ±0.5% metering accuracy. Paired with our refrigerator mold fixture (5-ton adjustable clamping), one fixture station handles your full 2/3/4-door variant range — changeover in 15–30 min, instead of buying separate fixtures per SKU.
Buyer-perceived quality where it counts — flatness, door gap, top-edge weld
Chef base buyers (chefs, restaurant operators) judge quality in 3 seconds: is the top flat, do drawers slide, does the stainless edge feel smooth. Our line ships with a flatness gauge station (±0.5 mm across 2.4m), Bosch hinge fittings, and a top-edge polishing protocol. These details are why your sales rep gets repeat orders.
Volume economics: 800 chef bases/day with 18-month payback at typical USA pricing
A turnkey chef base line at 800 units/day sells the produced cabinets at USD 1,200–2,500 wholesale into US/EU foodservice supply chains. Line capex USD 1.2M–2M. Payback in 18–28 months at 65% capacity. The math gets better when you add HVAC + cigar cabinet variants on the same line — see our cross-sell to other Solutions.
Customization Options
HoReCa buyers spec everything from cabinet width to top finish. Our line ships with 4 customization axes pre-built in.
Cabinet width & door config
1.2 m / 1.8 m / 2.4 m widths × 2-door / 3-door / 4-door variants on modular insert mould. Changeover 30–60 min.
Stainless top spec
304-grade stainless, 1.0–1.5 mm thick, #4 or #8 polish finish. Bolt jig for your sourced top (Tisco / POSCO / Jindal coil).
Refrigeration spec
+2 to +8°C standard; -2 to +4°C deli config; dual-temperature with shared compressor. Embraco / SECOP compressor choices.
Certification target
CE (EU) / NSF Standard 7 (US foodservice) / ETL / SASO (Saudi). Pre-NSF test rig included with line.
Foam Quality Visualization — what closed-cell structure actually looks like
The single biggest predictor of refrigerator cabinet thermal performance is the foam cell structure. Closed-cell ratio, average cell diameter and density uniformity decide whether your cabinet holds -18°C in 35°C ambient — or fails the EU Ecodesign type-test. Here's what fine and coarse PU foam look like under a scanning electron microscope.
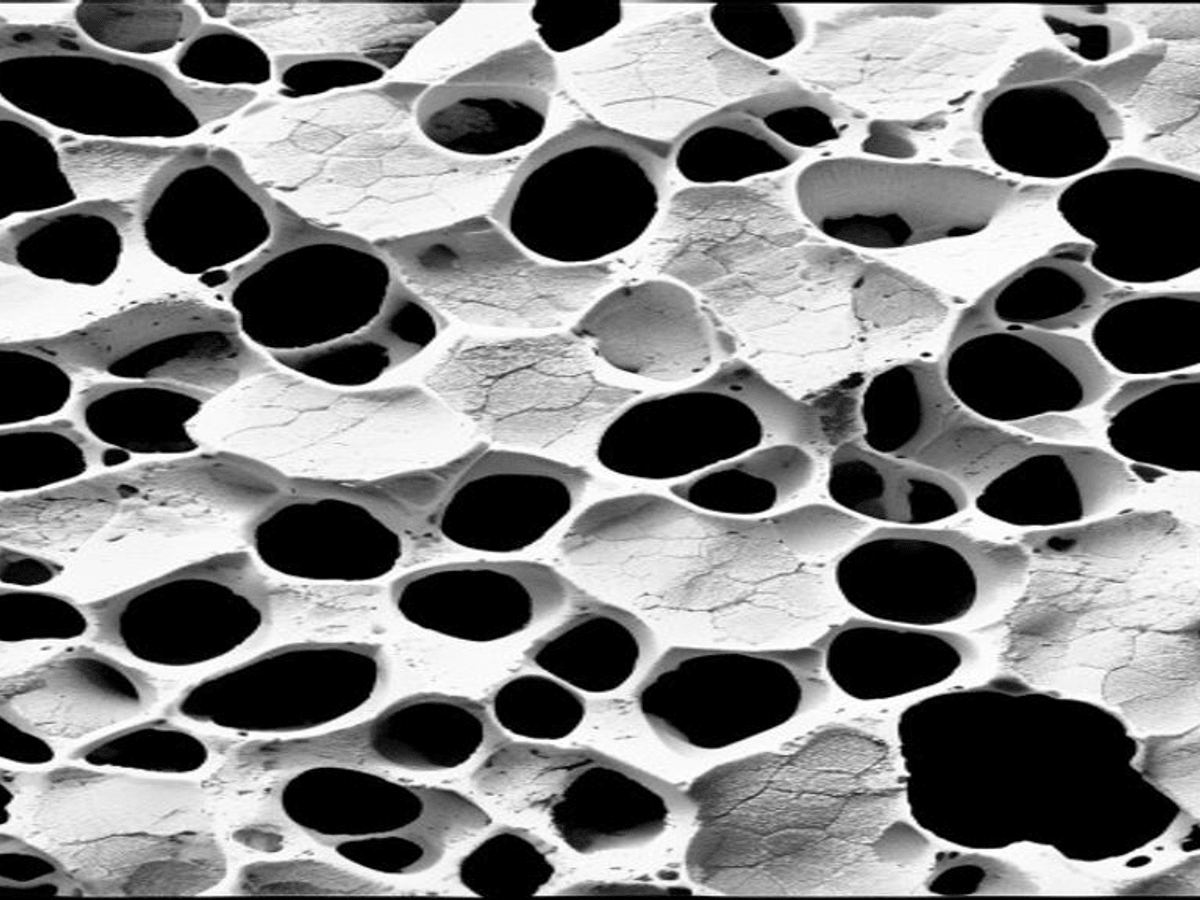
Industry-typical low-grade PU
- Avg cell diameter
- ~400 µm
- Closed-cell ratio
- 85–90%
- k-factor (W/m·K)
- 0.025–0.028
- Density uniformity
- ±5 kg/m³
Visible voids, broken cell walls, large irregular cells. Refrigerator cabinet pull-down test fails at 32°C+ ambient. EU Ecodesign type-test fails first submission.
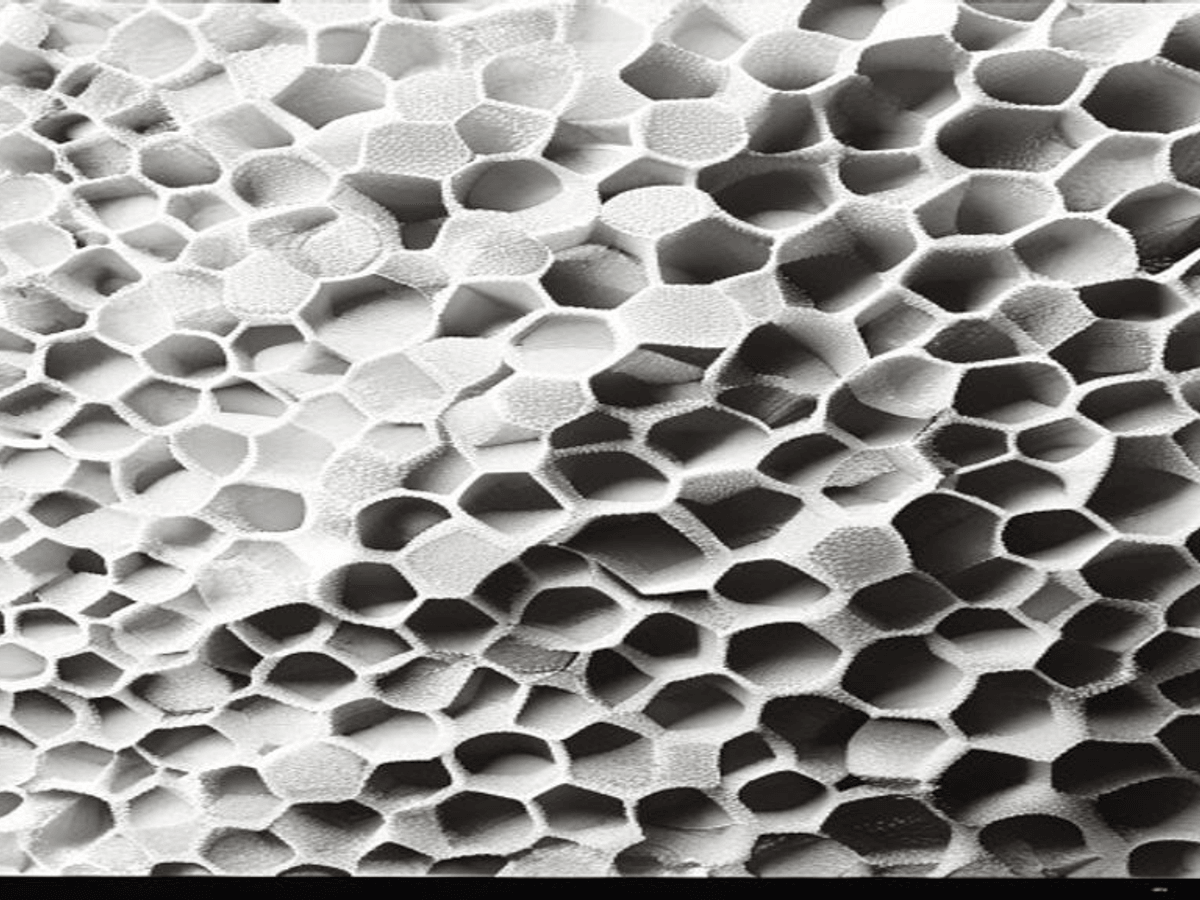
Our cyclopentane PU system
- Avg cell diameter
- ~100 µm
- Closed-cell ratio
- ≥95%
- k-factor (W/m·K)
- 0.019–0.021
- Density uniformity
- ±0.5 kg/m³
Uniform fine cells, intact walls, high closed-cell ratio. Refrigerator cabinet pull-down test passes at 43°C tropical ambient. EU Ecodesign / WHO PQS / ENERGY STAR first-submission pass rate 90%+.
How we measure it: Every shipment of PU raw materials runs through pilot foaming + SEM cell-structure check at our lab. Every commissioned line gets a foam parameter card with these targets — if your operators tune to the card, the foam structure stays in this range. Sample reports available on request.
Illustration · Conceptual SEM micrographs representing typical industry coarse foam (left) vs UREXCEED cyclopentane PU foam quality target (right). Real SEM reports from your specific line available after commissioning.
Application Scenarios
Chef bases anchor commercial kitchen workflows. Typical SKUs from this line:
- Chef base / refrigerated counter (2-door / 3-door / 4-door)
- Sandwich prep table (refrigerated rail + cutting top)
- Pizza prep counter (stainless top + 6–9 GN pans)
- Refrigerated workbench (1.2 m / 1.8 m / 2.4 m widths)
- Combo refrigerator + freezer counter (dual-zone)
- Mobile kitchen unit (food truck refrigerated base)
Questions factory owners ask us
Why is chef base cabinet design different from a household refrigerator cabinet?
What is the typical line investment for 800 chef bases/day?
How do you handle 3-door vs 4-door variants without buying 4 separate moulds?
What certifications does the line ship with — and what about US NSF certification for foodservice?
Stainless steel top — do you supply that, or do I source separately?
Optional Add-ons
Extend Your Production Line
Five proven add-ons our 1,800+ customers ask for after their first refrigerator factory line goes live. Discuss with our engineers which fit your spec.
Raw Material Supply
PU MDI / Polyol systems sourced direct from BASF / Covestro / Wanhua, calibrated to your foam specs and climate. Container-load discounts.
Spare Parts Package
2-year wear-parts package — seals, valves, heating elements, sensors. Pre-shipped with the line, no air-freight emergencies.
Robot Integration
ABB / KUKA 6-axis robot for de-molding, demoulding, palletizing or insertion of internal components — boost throughput +30%.
Automatic Demoulding System
Vacuum-assisted demoulding for thin-wall liners and complex geometries — eliminates worker injury, halves cycle time.
Quality Inspection System
Inline foam density, void, k-factor + dimensional QC stations. Auto-reject + traceability log — meets ISO 9001 + EU appliance regulation.
ROI · Cost Analysis
Investment Range & Payback
Indicative range based on 1,800+ delivered lines. Final pricing depends on automation level + add-ons + local labor cost. Request a quote for your spec.
Configuration note: Mid-pressure foaming + 2-3 chef-base cabinet moulds + assembly station. ROI faster than refrigerator due to simpler product geometry.
Service & Support
Warranty & Service
On-site intervention available in every region where we have delivered projects.
On-Site Installation
Our engineers fly to your factory to supervise installation, layout verification, and first-run production.
Commissioning + Tuning
Trial run + parameter tuning to your local raw material, climate, and target product spec — until throughput meets contract.
Operator Training
5-10 day on-site training for production team, QC, and maintenance — bilingual manuals + video tutorials provided.
3-Year Warranty + Spares
Core equipment 3-year warranty, electrical 2-year. Spare parts in stock with global express shipment 24h dispatch.
Cross-Sell · One-Partner Synergy
Pair this line with the rest of the factory
The product groups our refrigerator-factory customers buy alongside this line — for full-line synergy and one-partner accountability.
High-Pressure PU Foaming Machines
Cyclopentane / 2-component / 3-component models. Cyclopentane is the refrigerator industry standard.
Learn moreRefrigerator-grade Moulds
Vacuum-forming moulds for inner liners + foaming moulds for cabinet/door. 30-year mould-cluster network.
Learn morePU Raw Materials System
BASF / Covestro / Wanhua MDI + Polyol — calibrated to your climate, foam density, and cycle time.
Learn morehome.stats.heading
Turnkey Production Lines for Refrigeration Equipment Factories
"From a Single Pump to a Turnkey Line — One Partner Through Every Tier."